-
资源简介
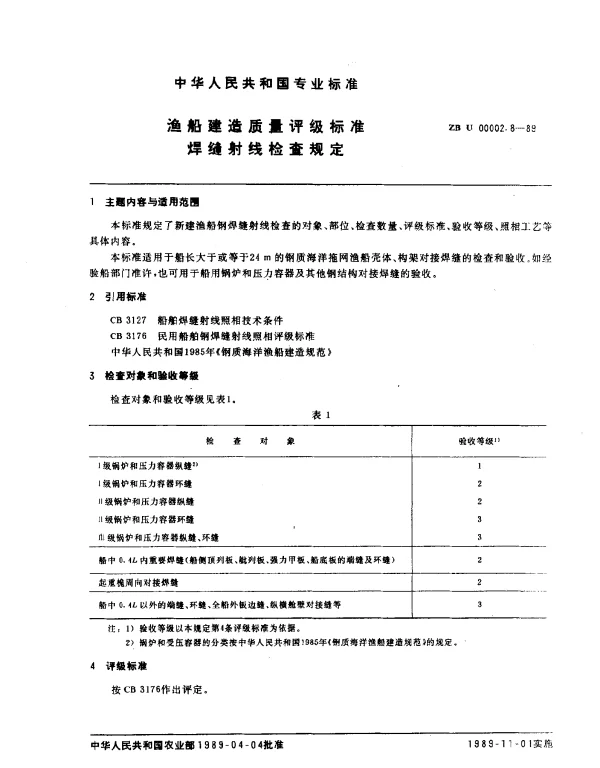
摘要:本文件规定了渔船建造质量中焊缝射线检查的评级标准和方法。本文件适用于渔船制造过程中焊缝质量的检测与评估。
Title:ZB U 00002.8-1989 Fishing Vessel Construction Quality Rating Standard - Radiographic Inspection of Welds
中国标准分类号:K53
国际标准分类号:47.020.10 -
封面预览
-
拓展解读
优化渔船建造质量评级标准中焊缝射线检查的弹性方案
在执行“ZB U 00002.8-1989 渔船建造质量评级标准”时,焊缝射线检查是确保渔船结构安全的重要环节。为提高效率、降低成本并保持质量一致性,以下10项弹性方案可供参考。
- 方案一:分阶段检测 在焊缝检查过程中,可根据焊接部位的重要性进行优先级划分。例如,关键受力部位采用全面射线检测,而次要部位可选择性减少检测频次,以节约资源。
- 方案二:优化检测设备 使用便携式X光机替代传统大型设备,可在不影响检测效果的前提下降低设备购置和维护成本,并提升现场操作灵活性。
- 方案三:引入数字成像技术 利用数字射线成像(DR)代替传统胶片成像,不仅缩短检测时间,还能通过数字化存储实现数据追溯,同时减少化学废料处理成本。
- 方案四:建立分级培训体系 对技术人员进行分级培训,让经验丰富的人员负责高风险区域的检测,初学者则负责低风险区域,从而优化人力资源配置。
- 方案五:实施动态抽检 不必对每条焊缝都进行射线检测,而是根据施工记录和历史数据,对高风险批次或供应商的产品进行重点抽检,避免过度检测。
- 方案六:采用辅助无损检测方法 在某些情况下,结合超声波检测或磁粉检测等其他无损检测手段,可以减少射线检测的工作量,同时确保整体检测质量。
- 方案七:优化检测计划 根据生产进度合理安排检测时间,避免集中检测导致资源浪费。例如,在夜间或非高峰时段使用射线设备,降低对正常生产的干扰。
- 方案八:共享检测资源 建立行业内的资源共享平台,不同企业间可以共同使用射线检测设备,降低单个企业的运营成本,同时提高设备利用率。
- 方案九:制定差异化验收标准 针对不同等级的渔船,设定差异化的焊缝检测要求。例如,小型渔船可适当放宽检测标准,而大型远洋渔船则需更严格的检测。
- 方案十:加强过程监控 通过实时监控焊接工艺参数(如电流、电压、速度等),提前发现潜在问题,减少不合格焊缝的数量,从而降低后续检测的压力。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。