-
资源简介
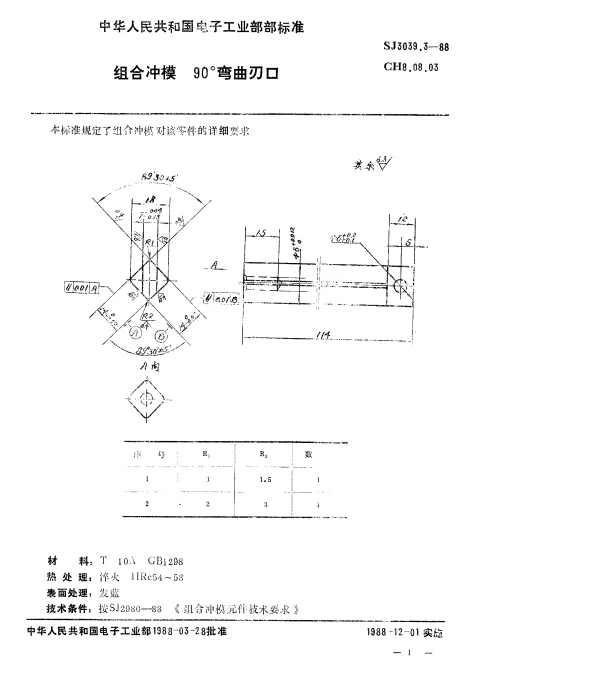
摘要:本文件规定了组合冲模中90°弯曲刃口的技术要求、尺寸精度、材料及热处理要求、检验方法和标志包装。本文件适用于机械制造行业中使用组合冲模进行90°弯曲加工的刃口设计与制造。
Title:Combination Punch Die - 90° Bending Cutting Edge
中国标准分类号:H61
国际标准分类号:25.220.20 -
封面预览
-
拓展解读
SJ 3039.3-1988组合冲模中90°弯曲刃口的设计与优化
在工业生产中,冲压技术作为金属加工的重要手段之一,其效率和精度直接影响产品的质量和成本。SJ 3039.3-1988标准详细规定了组合冲模的结构和技术要求,其中90°弯曲刃口的设计尤为关键。本文将从设计原理、制造工艺以及实际应用的角度,对这一技术进行深入分析。
设计原理
90°弯曲刃口的设计目标是实现材料的精确弯曲,同时保证模具的耐用性和稳定性。根据SJ 3039.3-1988标准,弯曲刃口需要具备以下特点:
- 刃口角度精准:确保弯曲角度为90°,误差控制在±0.5°以内。
- 刃口形状合理:采用圆弧过渡设计,减少应力集中,提高材料流动的均匀性。
- 表面光洁度高:通过精密加工确保刃口表面粗糙度达到Ra0.4μm,以降低摩擦系数。
制造工艺
为了满足上述设计要求,制造过程中需采取以下措施:
- 材料选择:选用高强度工具钢(如Cr12MoV),并经过淬火和回火处理,以提升硬度和韧性。
- 热处理工艺:采用真空热处理技术,确保刃口硬度达到HRC60以上,同时避免变形。
- 精密加工:利用数控机床进行加工,确保刃口尺寸公差控制在±0.02mm范围内。
实际应用
在实际生产中,90°弯曲刃口的应用效果显著。例如,在汽车零部件制造领域,该技术被广泛应用于车门框架和底盘零件的冲压成型。通过优化刃口设计,可以有效减少废料产生,提高材料利用率,并缩短生产周期。
此外,通过对不同厚度和材质的材料进行测试,发现90°弯曲刃口能够适应多种工况需求。然而,也存在一些挑战,如刃口磨损问题和复杂曲面零件的成型精度不足。未来的研究方向应集中在新型耐磨材料的应用以及智能化模具设计上。
结论
SJ 3039.3-1988标准中的90°弯曲刃口设计体现了现代工业对高效、高质量生产的追求。通过科学的设计原理和先进的制造工艺,该技术在实际应用中取得了良好的效果。然而,仍需进一步探索技术创新,以应对日益复杂的工业需求。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。