-
资源简介
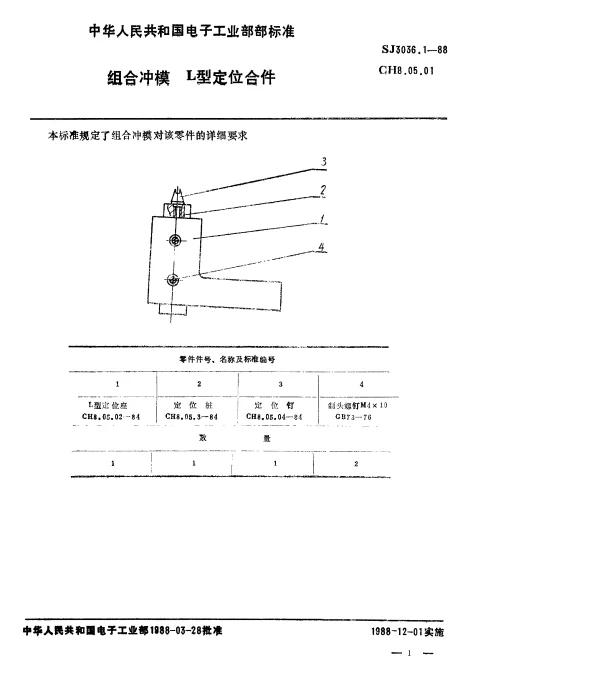
摘要:本文件规定了组合冲模中L型定位合件的技术要求、尺寸公差及检验方法。本文件适用于机械制造行业中使用组合冲模的L型定位合件的设计与制造。
Title:Combination Punch Die - L-shaped Positioning Assembly
中国标准分类号:J62
国际标准分类号:25.100 -
封面预览
-
拓展解读
关于SJ 3036.1-1988 L型定位合件的常见问题解答
以下是关于SJ 3036.1-1988标准中L型定位合件的常见问题及其详细解答。
1. SJ 3036.1-1988中的L型定位合件是什么?
L型定位合件是根据中国国家标准SJ 3036.1-1988设计的一种组合冲模部件,主要用于在冲压过程中对工件进行精确定位。它通常由一个L形的定位块和固定装置组成,能够适应不同形状和尺寸的工件。
2. L型定位合件的主要用途是什么?
L型定位合件的主要用途是在冲压生产线上对工件进行精确定位,以确保加工精度和产品质量。它适用于多种金属板材的冲裁、弯曲和其他成型操作。
3. 如何正确安装L型定位合件?
- 首先确认定位合件与模具的配合尺寸是否符合标准要求。
- 将定位合件固定在模具的工作台上,确保其位置准确无误。
- 使用螺栓或其他固定装置紧固定位合件,并检查其稳固性。
- 最后,通过试冲验证定位合件的功能是否正常。
4. L型定位合件的材料选择有哪些要求?
L型定位合件通常采用高强度合金钢制造,以满足冲压过程中的耐磨性和抗变形能力。此外,表面处理(如镀铬或淬火)可以进一步提高其使用寿命。
5. 在使用L型定位合件时需要注意哪些事项?
- 定期检查定位合件的磨损情况,必要时更换。
- 避免使用不当的工具或方法拆装定位合件。
- 保持工作环境清洁,防止杂质影响定位精度。
- 严格按照操作规程执行,避免过载使用。
6. 如果发现L型定位合件出现偏差怎么办?
如果发现定位合件出现偏差,应立即停止冲压作业并检查原因。可能的原因包括固定装置松动、定位合件磨损或加工误差。修复或调整后需重新校准定位合件。
7. L型定位合件的维护周期一般是多久?
建议每完成500至1000次冲压操作后进行一次维护检查。具体周期可根据实际使用情况适当调整。
8. L型定位合件是否适用于所有类型的冲压工艺?
L型定位合件适用于大多数常规冲压工艺,但不适用于极端条件下的特殊加工。对于特殊需求,可能需要定制化的设计和制造。
9. 如何判断L型定位合件是否符合SJ 3036.1-1988标准?
可以通过测量定位合件的关键尺寸并与标准规定的公差范围进行对比来判断。同时,检查其外观和材质是否符合要求。
10. L型定位合件的使用寿命有多长?
L型定位合件的使用寿命取决于使用频率、工件材料硬度及维护保养情况。一般情况下,合理使用下可达到数万次冲压操作。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。