-
资源简介
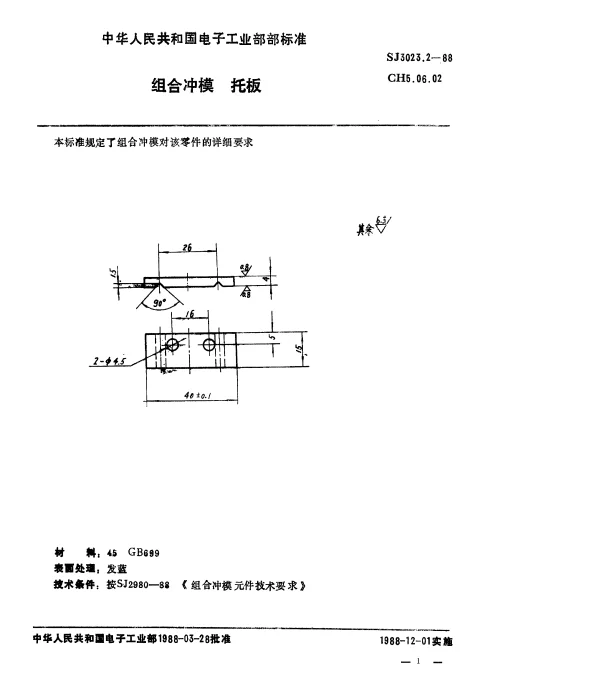
摘要:本文件规定了组合冲模中托板的技术要求、尺寸公差、材料及热处理要求、检验方法等。本文件适用于机械制造行业中使用的组合冲模托板的设计与制造。
Title:Combination Punch Dies - Shoes
中国标准分类号:J76
国际标准分类号:21.100 -
封面预览
-
拓展解读
关于SJ 3023.2-1988 组合冲模.托板的常见问题解答
SJ 3023.2-1988 是中国国家标准中关于组合冲模托板的技术规范,用于指导冲压模具的设计与制造。以下是关于此标准的常见问题及其解答。
1. SJ 3023.2-1988 的主要内容是什么?
该标准主要规定了组合冲模中托板的设计、制造及检验要求。托板是冲模的重要组成部分,用于支撑和固定模具组件,确保冲压过程的稳定性和精度。标准涵盖了托板的材料选择、尺寸公差、表面处理以及安装要求等内容。
2. 托板在组合冲模中的作用是什么?
托板的主要作用包括:
- 支撑整个冲模结构,提供必要的刚性。
- 固定模具的导向装置和其他组件。
- 承受冲压力并将其均匀传递到基础设备上。
- 保护模具组件免受外部冲击和磨损。
3. 如何选择托板的材料?
根据 SJ 3023.2-1988,托板的材料选择需满足以下条件:
- 高强度和良好的耐磨性。
- 足够的韧性以抵抗冲压过程中产生的应力集中。
- 常见的材料包括优质碳素钢、合金钢或不锈钢。
- 具体材料的选择应根据冲压工艺的要求和实际工况进行评估。
4. 托板的尺寸公差有哪些具体要求?
托板的尺寸公差是保证冲模精度的关键因素之一,标准中明确规定了以下几点:
- 平面度公差:不得超过 0.05 mm/m²。
- 平行度公差:上下表面之间的平行度误差不得超过 0.02 mm/m²。
- 孔位精度:各定位孔的位置偏差不得超过 ±0.05 mm。
- 边缘倒角:所有边角需进行圆滑处理,避免应力集中。
5. 托板的表面处理有哪些要求?
为了提高托板的使用寿命和性能,标准对表面处理提出了明确要求:
- 表面需进行淬火处理,硬度通常为 HRC 35-45。
- 表面粗糙度 Ra 值应控制在 0.8 µm 以下。
- 必要时可进行防锈处理,如镀铬或涂覆防锈油。
- 表面不得有裂纹、划痕或其他缺陷。
6. 如何正确安装托板?
托板的安装需要遵循以下步骤:
- 检查托板的尺寸和公差是否符合标准要求。
- 确保托板与底座或其他部件的接触面清洁无污垢。
- 使用螺栓或焊接方式将托板牢固固定在底座上。
- 调整托板位置,确保其与导向装置对齐。
- 进行试冲验证,确认安装效果。
7. 托板在使用过程中容易出现哪些问题?
托板在实际使用中可能遇到的问题包括:
- 变形:由于冲压力过大导致托板发生弯曲或扭曲。
- 磨损:长期使用后表面出现划痕或剥落现象。
- 松动:固定螺栓或焊接部位出现松动。
- 疲劳断裂:反复冲压导致材料疲劳失效。
8. 如何延长托板的使用寿命?
为延长托板的使用寿命,可以采取以下措施:
- 定期检查托板的尺寸公差和表面状态。
- 合理选择冲压参数,避免超负荷工作。
- 加强润滑,减少摩擦引起的磨损。
- 及时更换损坏的托板,避免影响整体冲模性能。
9. SJ 3023.2-1988 是否适用于所有类型的冲模?
该标准主要适用于组合冲模中的托板设计和制造,但对于特殊用途的冲模(如高速冲压或超大型冲模),可能需要额外的定制化要求。因此,在实际应用中需结合具体工况进行调整。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。