-
资源简介
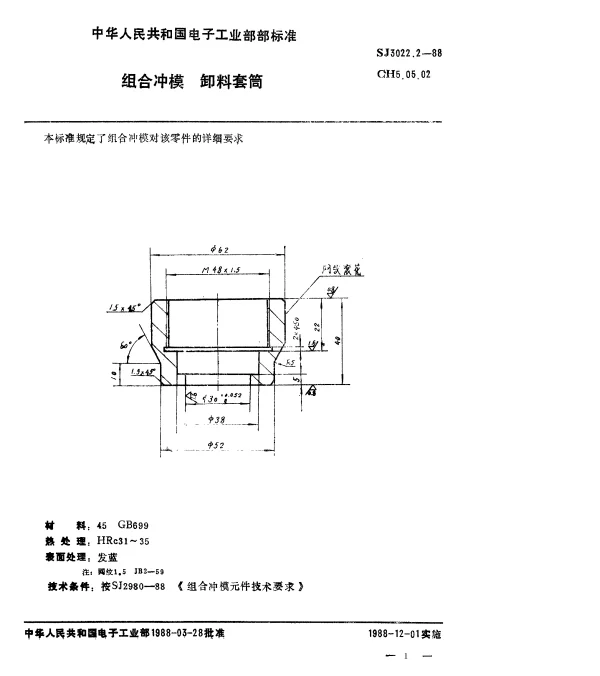
摘要:本文件规定了组合冲模中卸料套筒的技术要求、尺寸公差和检验规则。本文件适用于机械制造业中使用的组合冲模卸料套筒的设计与制造。
Title:Combination Punch Dies - Ejector Sleeve
中国标准分类号:J51
国际标准分类号:25.100 -
封面预览
-
拓展解读
摘要
SJ 3022.2-1988 是中国机械行业的一项国家标准,详细规定了组合冲模中卸料套筒的设计、制造及检验要求。本文旨在通过对该标准的深入分析,探讨其在现代工业中的应用价值,并结合实际案例提出改进建议。
引言
组合冲模作为金属加工领域的重要工具,广泛应用于汽车、电子和航空航天等行业。其中,卸料套筒是冲模设计中的关键部件之一,直接影响冲压质量和生产效率。SJ 3022.2-1988 标准为这一部件提供了标准化的技术指导,确保了产品的可靠性和一致性。
卸料套筒的功能与重要性
卸料套筒的主要功能是在冲压过程中将工件从模具中顺利推出,避免材料粘连或损坏。其性能直接关系到冲压件的质量和生产效率。因此,合理设计和选用卸料套筒对于提高冲模的整体性能至关重要。
- 确保冲压件表面光滑无瑕疵
- 减少材料浪费,提升经济效益
- 延长模具使用寿命
标准内容解析
SJ 3022.2-1988 标准涵盖了卸料套筒的尺寸公差、材料选择、表面处理以及安装方式等多个方面。以下为标准的核心要点:
- 尺寸公差:明确规定了卸料套筒的内外径公差范围,以保证与模具的精确配合。
- 材料选择:推荐使用高硬度、耐磨性强的合金钢,以适应高强度冲压需求。
- 表面处理:要求进行热处理和镀层处理,以增强抗腐蚀性和耐磨性。
- 安装方式:建议采用过盈配合或螺纹连接,确保稳固性。
实际应用中的挑战与改进
尽管 SJ 3022.2-1988 标准具有较高的实用价值,但在实际应用中仍面临一些问题。例如,部分企业因成本压力忽视了对材料质量的要求,导致卸料套筒寿命缩短。针对这些问题,可以采取以下措施:
- 加强原材料检测,确保符合标准要求
- 优化设计,减少应力集中区域
- 引入自动化监控系统,实时监测卸料过程
结论
SJ 3022.2-1988 标准为组合冲模中卸料套筒的设计和制造提供了科学依据。通过严格遵循该标准,可以有效提升冲压件的质量和生产效率。未来,应进一步完善标准细节,并结合现代技术手段,推动冲模行业的持续发展。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。