-
资源简介
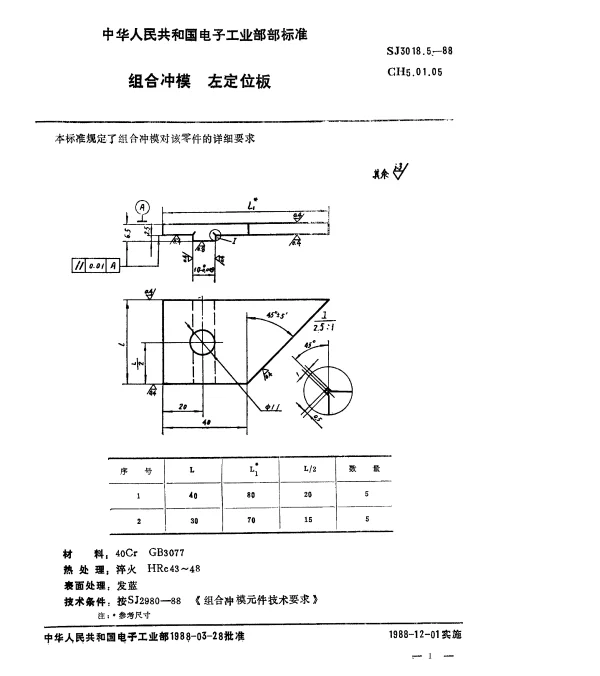
摘要:本文件规定了组合冲模中左定位板的技术要求、尺寸公差及检验方法。本文件适用于机械制造行业中使用组合冲模的左定位板的设计与制造。
Title:Combination Punch Die - Left Positioning Plate
中国标准分类号:J75
国际标准分类号:25.100 -
封面预览
-
拓展解读
SJ 3018.5-1988 组合冲模.左定位板
SJ 3018.5-1988 是一项关于组合冲模的技术标准,主要涉及左定位板的设计与制造规范。这项标准在中国机械工业领域具有重要的指导意义,它为左定位板的设计、生产和应用提供了详细的参考依据。左定位板是组合冲模中不可或缺的一部分,其功能在于确保工件在冲压过程中的精确位置,从而提高产品的质量和生产效率。
左定位板的功能与重要性
左定位板作为组合冲模的关键部件之一,其核心作用是提供精准的定位基准。在冲压加工中,工件的位置精度直接影响到最终产品的质量。如果定位不准确,可能会导致产品尺寸偏差、形状不规则等问题,甚至造成废品率上升。因此,左定位板的设计需要充分考虑材料选择、结构设计以及表面处理等多方面因素。
- 材料选择: 左定位板通常采用高强度钢材制成,以确保其在长期使用过程中不会因磨损而影响定位精度。
- 结构设计: 定位板的几何形状和安装方式需要与整个冲模系统相匹配,以实现最佳的配合效果。
- 表面处理: 为了延长使用寿命并减少摩擦,定位板表面常进行硬化处理或涂层处理。
此外,左定位板还必须具备良好的耐磨性和抗腐蚀性,以适应各种恶劣的工作环境。
标准的具体要求
SJ 3018.5-1988 标准对左定位板的尺寸公差、形位公差以及表面粗糙度等方面都做出了明确的规定。例如,标准要求左定位板的平面度误差不得超过 0.02mm,表面粗糙度 Ra 值应小于 0.4μm。这些严格的指标旨在保证左定位板能够满足高精度冲压的需求。
在实际生产中,企业需要严格按照标准进行设计和制造。例如,在某汽车零部件生产企业中,技术人员通过严格遵守 SJ 3018.5-1988 标准,成功将某型号车门冲压件的合格率从原来的 85% 提升至 98%。这一改进不仅显著降低了废品成本,还大幅提高了生产线的整体效率。
左定位板的应用场景
左定位板广泛应用于汽车制造、电子设备生产、家用电器制造等多个行业。在汽车行业中,左定位板主要用于车身覆盖件的冲压成型;而在电子设备领域,则用于小型精密零件的加工。
- 汽车制造业: 汽车车身覆盖件的冲压工艺复杂,对定位精度要求极高。左定位板在此类加工中起到了关键作用,确保了每一块覆盖件都能完美贴合车身框架。
- 电子设备制造业: 随着电子产品的小型化趋势,对零部件的尺寸精度要求越来越高。左定位板的应用有效解决了这一问题,使得大批量生产成为可能。
此外,在航空航天领域,左定位板也被用于某些特殊材料的冲压加工。例如,某航空发动机叶片制造商通过采用符合 SJ 3018.5-1988 标准的左定位板,成功实现了叶片的高效、高质量生产。
技术创新与未来发展
随着工业技术的不断进步,左定位板的设计也在不断创新。近年来,一些企业开始尝试使用新型复合材料替代传统钢材,以进一步提升定位板的性能。同时,数字化技术的应用也为左定位板的设计带来了新的可能性。例如,借助计算机辅助设计(CAD)软件,工程师可以更快速地优化定位板的几何形状,从而更好地满足实际需求。
展望未来,左定位板的发展方向将更加注重智能化和环保化。一方面,通过集成传感器和智能控制系统,左定位板可以实时监测自身的工作状态,及时发现并解决问题;另一方面,采用环保材料和技术将进一步降低其对环境的影响。
结语
SJ 3018.5-1988 标准为左定位板的设计与制造提供了科学的指导,使其在现代工业生产中发挥着不可替代的作用。无论是提高产品质量还是提升生产效率,左定位板都扮演着至关重要的角色。随着技术的不断发展,我们有理由相信,左定位板将在未来的工业生产中继续创造更大的价值。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。