-
资源简介
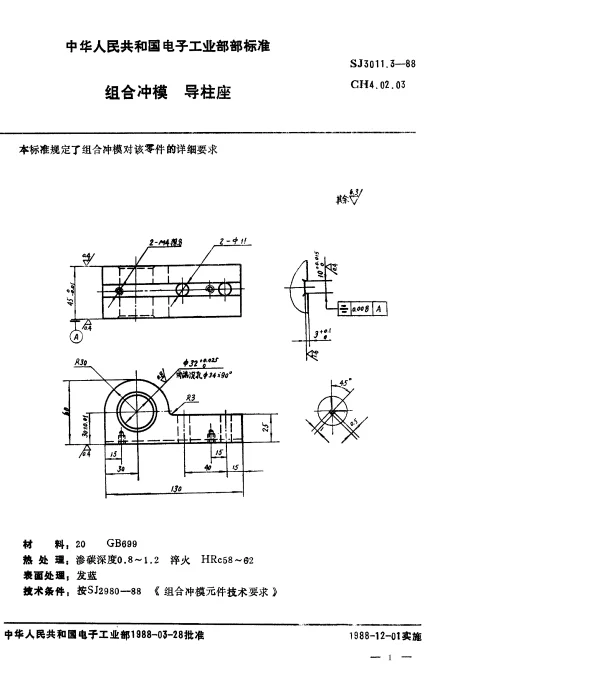
摘要:本文件规定了组合冲模中导柱座的技术要求、尺寸公差及检验方法。本文件适用于机械制造行业中使用的组合冲模导柱座的设计与制造。
Title:Combination Punch Die - Guide Post Seat
中国标准分类号:J12
国际标准分类号:25.100 -
封面预览
-
拓展解读
SJ 3011.3-1988 标准概述
SJ 3011.3-1988 是中国机械工业部制定的一项关于组合冲模的技术标准,主要用于规范导柱座的设计、制造和安装要求。这项标准为冲压行业提供了重要的技术指导,确保了冲模的精度和稳定性,从而提高了生产效率和产品质量。导柱座作为冲模中的关键部件,其设计与制造直接影响到整个冲压过程的顺利进行。
导柱座的功能与重要性
导柱座是冲模中连接导柱与模板的重要部件,其主要功能包括定位、导向和支撑。导柱座通过精确的加工和安装,能够确保冲头和下模之间的对齐精度,避免因偏差导致的产品质量问题。此外,导柱座还承担着承受冲压力的作用,因此其材料选择和结构设计需要具备足够的强度和韧性。
- 定位功能: 导柱座通过精密加工,确保导柱与模板之间的位置关系准确无误,从而提高冲压件的尺寸精度。
- 导向功能: 在冲压过程中,导柱座引导导柱平稳移动,防止模具偏移或卡滞。
- 支撑功能: 导柱座能够有效分散冲压力,保护模具免受过大的冲击力影响。
标准中的具体要求
SJ 3011.3-1988 对导柱座的设计和制造提出了严格的要求。这些要求涵盖了材料选择、表面处理、尺寸公差以及安装工艺等多个方面。
- 材料选择: 导柱座通常采用高强度合金钢制造,以满足高负荷工作环境的需求。
- 表面处理: 表面需经过淬火处理,以增强耐磨性和抗腐蚀性。
- 尺寸公差: 导柱座的尺寸公差必须符合标准规定,以确保与其他部件的良好配合。
- 安装工艺: 安装时需严格按照标准操作,确保导柱座与模板之间的紧密贴合。
实际应用案例
某汽车零部件制造商在生产汽车门板的过程中,遇到了冲压件尺寸不稳定的问题。通过对冲模进行全面检查,发现导柱座的精度不足是主要原因之一。随后,该企业按照 SJ 3011.3-1988 的要求对导柱座进行了重新设计和加工,将导柱座的表面粗糙度从原来的 Ra6.3μm 提升至 Ra1.6μm,并优化了导柱孔的同轴度。改进后,冲压件的合格率提升了 15%,生产效率也显著提高。
导柱座的发展趋势
随着制造业的不断发展,导柱座的设计也在不断进步。未来,导柱座将更加注重智能化和环保化。例如,一些新型导柱座采用了自润滑材料,减少了维护成本;同时,通过引入物联网技术,实现了对导柱座工作状态的实时监控,进一步提升了生产的可靠性和安全性。
总结
SJ 3011.3-1988 标准为组合冲模中的导柱座提供了全面的技术指导,确保了冲压行业的高质量发展。导柱座作为冲模的关键部件,其性能直接决定了冲压件的质量和生产效率。通过严格遵守标准要求,并结合实际应用中的创新改进,可以有效提升冲压行业的整体技术水平。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。