-
资源简介
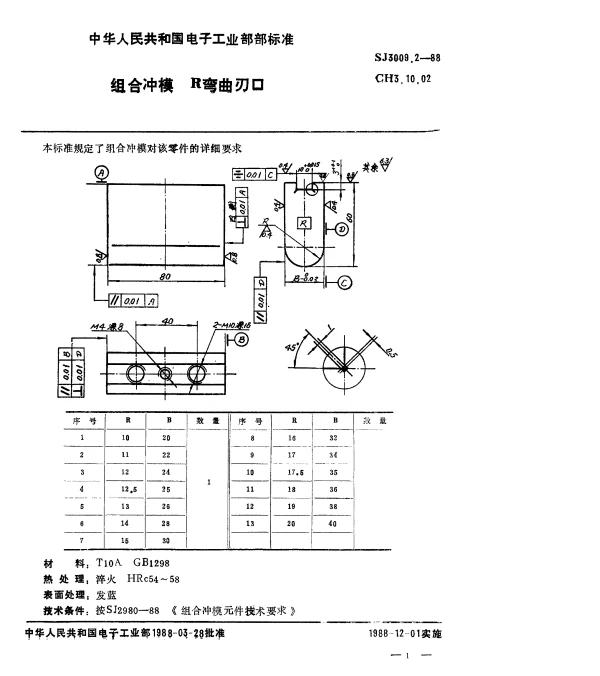
摘要:本文件规定了组合冲模中R弯曲刃口的设计、技术要求、材料选择及检验规则。本文件适用于采用组合冲模进行金属板材弯曲加工的制造企业。
Title:Combination Punch Die - R Bending Cutting Edge
中国标准分类号:J13
国际标准分类号:25.100 -
封面预览
-
拓展解读
优化组合冲模R弯曲刃口的弹性方案
在遵循“SJ 3009.2-1988 组合冲模.R弯曲刃口”标准的前提下,通过深入分析核心业务环节,可以找到提升灵活性、优化流程和降低成本的空间。以下是10项可行的弹性方案。
- 材料选择多样化:根据实际需求调整刃口材料,如采用高强度钢或复合材料,以提高耐用性和降低维护成本。
- 模块化设计:将刃口部分设计为可拆卸模块,便于更换和升级,减少整体更换的成本。
- 热处理工艺优化:通过改进热处理工艺,提升刃口硬度的同时保持韧性,延长使用寿命。
- 刃口角度微调:允许在一定范围内调整刃口角度,以适应不同厚度的材料加工需求。
- 自动化检测系统:引入在线检测设备,实时监控刃口磨损情况,提前预警并安排维护,避免停工损失。
- 批量生产优化:通过优化批量生产流程,减少单次生产的准备时间,提高效率。
- 润滑技术改进:采用高效润滑剂,减少摩擦损耗,延长刃口寿命,并降低能耗。
- 多用途刃口设计:开发适用于多种材料和厚度的通用刃口,减少备件种类,简化库存管理。
- 远程监控与诊断:利用物联网技术对刃口状态进行远程监控,及时发现潜在问题并指导维修。
- 培训与技术支持:加强操作人员的技术培训,提升其对刃口维护和调整的能力,确保设备长期稳定运行。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。