-
资源简介
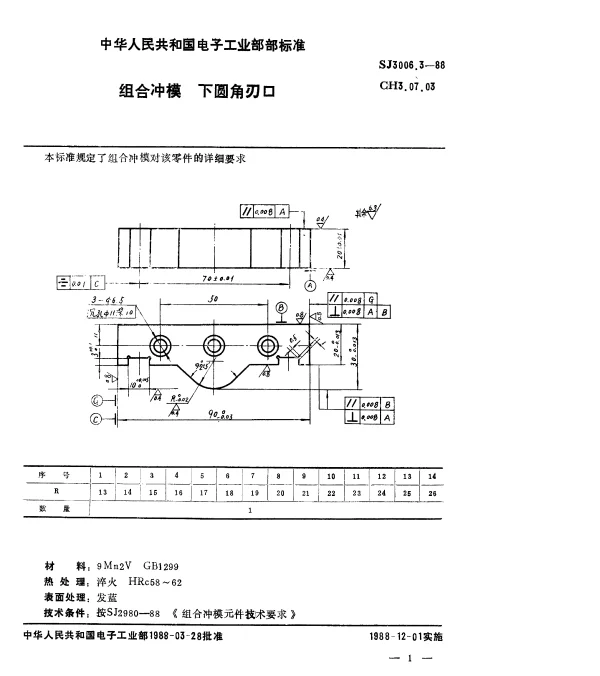
摘要:本文件规定了组合冲模中下圆角刃口的技术要求、尺寸公差及检验方法。本文件适用于采用组合冲模进行金属板材冲压加工的制造领域。
Title:Combination Punch Die - Lower Rounded Cutting Edge
中国标准分类号:J63
国际标准分类号:25.120 -
封面预览
-
拓展解读
SJ 3006.3-1988组合冲模中下圆角刃口的设计与应用
在现代工业生产中,冲压技术作为一项重要的加工工艺,广泛应用于金属板材的成型和加工。而组合冲模作为冲压技术的核心工具之一,其设计与制造直接影响到产品的质量和生产效率。本文将围绕SJ 3006.3-1988标准中的下圆角刃口展开讨论,分析其设计原理、技术特点及其在实际应用中的优势。
下圆角刃口的设计原理
下圆角刃口是组合冲模中的一种特殊刃口形式,其主要作用在于减少材料在冲压过程中的应力集中,从而提高模具的使用寿命并改善工件的质量。根据SJ 3006.3-1988标准,下圆角刃口的设计需满足以下几点:
- 圆角半径的选择:合理的圆角半径能够有效分散压力,避免因局部应力过大而导致模具损坏。
- 刃口角度的优化:通过调整刃口的角度,可以进一步降低材料变形阻力,提升冲压精度。
- 表面处理要求:采用高硬度、耐磨的材料进行表面处理,以增强刃口的抗磨损性能。
技术特点与优势
下圆角刃口相较于传统直刃口具有显著的技术优势:
- 延长模具寿命:通过减少摩擦和磨损,大幅降低了模具更换频率。
- 提高产品质量:圆角设计减少了毛刺产生,提升了工件表面光洁度。
- 适应复杂工况:适用于多种材料及厚度范围,具有良好的通用性。
实际应用中的挑战与对策
尽管下圆角刃口具有诸多优点,但在实际应用中仍面临一些挑战:
- 加工难度较高:圆角刃口的加工需要精密设备和技术支持,增加了生产成本。
- 维护需求增加:虽然使用寿命较长,但一旦出现故障,维修较为困难。
针对上述问题,建议采取以下措施:
- 加强前期规划,合理分配资源,确保加工精度。
- 建立完善的维护体系,定期检查和保养模具,及时发现并解决问题。
结论
SJ 3006.3-1988标准中关于下圆角刃口的规定为组合冲模的设计提供了科学依据。通过合理的设计与严格的标准执行,不仅可以显著提升冲压工艺的稳定性和可靠性,还能为企业带来可观的经济效益。未来,随着新材料和新技术的发展,下圆角刃口的应用前景将更加广阔。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。