-
资源简介
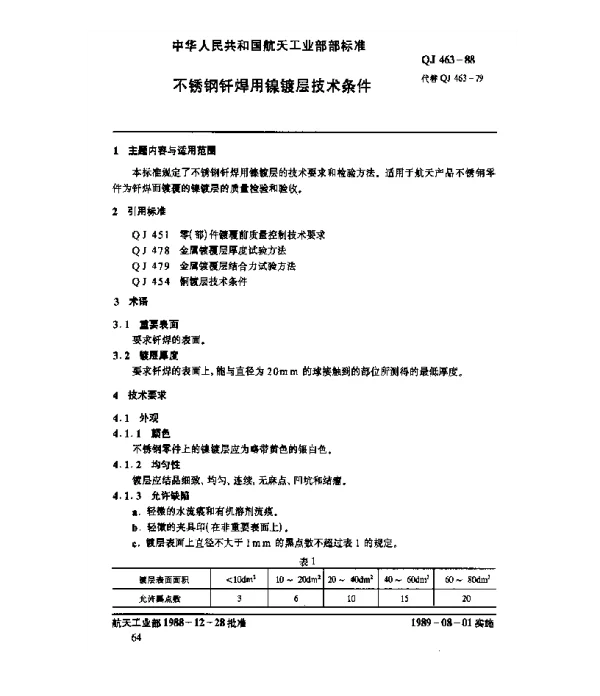
摘要:本文件规定了不锈钢钎焊用镍镀层的技术要求、试验方法和检验规则。本文件适用于不锈钢零件钎焊时所用的镍镀层。
Title:Technical Conditions for Nickel Plating Used in Stainless Steel Brazing
中国标准分类号:H42
国际标准分类号:25.220.20 -
封面预览
-
拓展解读
QJ 463-1988 标准概述
QJ 463-1988 是中国航天工业部于1988年发布的一项关于不锈钢钎焊用镍镀层的技术标准。这一标准详细规定了不锈钢材料表面镍镀层的工艺要求、性能指标以及检验方法,旨在确保镍镀层在航空航天等高精尖领域的应用中具备优异的耐腐蚀性和结合强度。镍镀层因其良好的抗氧化性、抗腐蚀性和导电性能,在航空航天、电子器件及精密机械等领域具有不可替代的作用。
镍镀层的工艺要求
根据 QJ 463-1988 的规定,镍镀层的制备需要经过严格的工艺流程,包括前处理、电镀和后处理三个阶段。首先,前处理是保证镀层质量的关键步骤,主要包括工件表面的清洗、除油和酸洗。清洗和除油是为了去除工件表面的油脂和杂质,而酸洗则用于消除氧化皮和表面污垢。其次,电镀阶段采用直流电镀法,通过控制电流密度和温度来实现均匀致密的镍镀层。最后,后处理环节通常包括钝化处理,以提高镀层的耐蚀性。
- 前处理的重要性: 前处理直接影响镍镀层的附着性能。例如,某航天企业曾因忽视前处理而导致镀层脱落,严重影响了产品的可靠性。
- 电镀参数的优化: 电镀过程中,电流密度和温度的精确控制至关重要。例如,某研究团队通过实验发现,当电流密度为5A/dm²,温度保持在50℃时,镍镀层的结合力最佳。
镍镀层的性能指标
镍镀层的主要性能指标包括厚度、硬度、结合力和耐腐蚀性。QJ 463-1988 标准对这些指标提出了明确的要求。例如,镍镀层的最小厚度应达到5μm,硬度需不低于400HV,结合力测试中不应出现明显剥离现象,而耐腐蚀性则需满足盐雾试验24小时无明显腐蚀点。
- 厚度测量: 镀层厚度可以通过涡流测厚仪进行检测。某工厂通过定期抽检发现,镀层厚度不足会导致产品在高温环境下失效。
- 结合力测试: 结合力测试通常采用划格法或拉伸法。例如,某航空零部件制造商通过改进镀层工艺,将结合力提高了30%。
镍镀层的应用领域
镍镀层广泛应用于航空航天、电子工业和医疗器械等领域。在航空航天领域,镍镀层常用于飞机发动机零件的防腐保护;在电子工业中,镍镀层可作为焊接基底,提高接头的导电性能;在医疗器械领域,镍镀层能有效防止金属部件的腐蚀,延长使用寿命。
- 航空航天领域: 某型号飞机的涡轮叶片采用了镍镀层技术,其使用寿命比传统涂层提高了50%。
- 电子工业: 在高频电路板的制造中,镍镀层作为焊接基底,显著提升了电路板的可靠性和稳定性。
标准实施中的挑战与对策
尽管 QJ 463-1988 标准为镍镀层的生产提供了明确的技术指导,但在实际应用中仍面临一些挑战。例如,镀层厚度的均匀性难以完全保证,部分企业因设备老化导致镀层结合力下降。针对这些问题,企业可以采取以下措施:
- 设备升级: 定期维护和更新电镀设备,确保工艺参数的稳定性和一致性。
- 人员培训: 加强操作人员的专业技能培训,提升其对标准的理解和执行能力。
- 质量监控: 引入先进的检测仪器,如X射线荧光光谱仪,实时监测镀层厚度和成分。
总结
QJ 463-1988 标准为不锈钢钎焊用镍镀层的生产和应用提供了科学依据和技术保障。通过严格遵守标准要求,企业不仅能够提升产品质量,还能在激烈的市场竞争中占据优势。未来,随着新材料和新工艺的不断涌现,镍镀层技术将进一步发展,为航空航天等高端制造业提供更可靠的解决方案。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。