-
资源简介
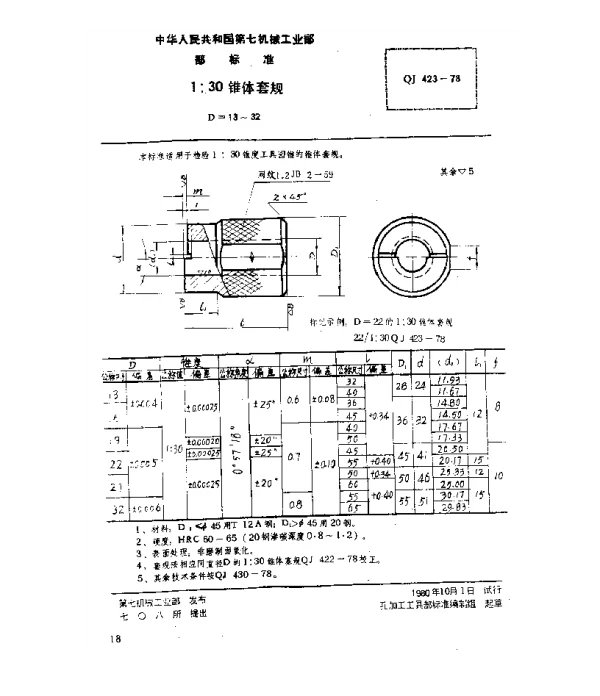
摘要:本文件规定了1:30锥体套规(D=13~32)的技术要求、检验方法和标志包装。本文件适用于机械加工中1:30锥度的测量与检测。
Title:Specification for 1:30 Taper Bushing Gauge (D=13~32)
中国标准分类号:J25
国际标准分类号:21.040 -
封面预览
-
拓展解读
QJ 423-1978 1:30锥体套规(D=13~32)概述
QJ 423-1978 1:30锥体套规是一种用于测量和校准机械零件中锥体配合精度的重要工具。其名称中的“1:30”表示锥体的锥度为1:30,即每30个单位长度的变化中,直径变化为1个单位。这种锥度广泛应用于机床、工具、夹具等工业设备中,确保了零件之间的精确配合与高效运行。
该标准适用于直径范围为13mm至32mm的锥体套规,其设计和制造严格遵循国家标准,以确保测量结果的准确性和一致性。锥体套规不仅在工业生产中起到关键作用,还为质量控制提供了可靠的技术支持。
锥体套规的应用领域
锥体套规的应用范围非常广泛,涉及多个行业和技术领域:
- 机械加工: 在精密机械加工中,锥体套规被用来检测机床主轴和刀具的锥度是否符合要求,从而保证加工精度。
- 航空航天: 航空航天领域对零部件的精度要求极高,锥体套规被用于检测关键部件的锥度误差,确保飞行器的安全性。
- 汽车制造: 汽车制造中需要大量使用锥体连接件,如变速器齿轮和轴承座,锥体套规用于确保这些部件的配合精度。
- 能源行业: 在风力发电机组件和核电设备中,锥体套规同样发挥着重要作用,确保设备的稳定性和可靠性。
锥体套规的设计原理
锥体套规的设计基于严格的几何学原理。锥体的形状由其锥度决定,而锥度直接影响到配合的紧密程度和稳定性。QJ 423-1978标准规定了锥体套规的具体尺寸参数和公差范围,包括锥体的长度、直径、表面粗糙度等。
锥体套规通常由高精度材料制成,如硬质合金或不锈钢,以确保其耐用性和抗腐蚀性。此外,为了提高测量精度,锥体表面经过精细抛光处理,使其达到镜面效果。
锥体套规的使用方法
使用锥体套规时,首先需要将待测零件清洁干净,去除表面油污和杂质。然后,将锥体套规轻轻插入零件的锥孔中,观察套规是否能够顺畅地插入并完全贴合。如果套规能够顺利插入并且没有明显的晃动,则说明零件的锥度合格;反之则需要进行调整或更换。
在实际操作中,技术人员通常会使用一组不同规格的锥体套规来测试零件的锥度范围,以确保其符合设计要求。此外,为了提高测量效率,还可以借助显微镜或其他辅助工具来观察套规与零件之间的接触情况。
锥体套规的质量控制
为了确保锥体套规的测量精度,生产企业需要严格按照QJ 423-1978标准进行生产和检验。具体的质量控制措施包括:
- 原材料的选择和检验,确保材料的硬度和耐磨性符合要求。
- 加工过程中的尺寸监控,通过三坐标测量机等设备对锥体的几何参数进行精确测量。
- 成品的性能测试,包括硬度测试、表面粗糙度测试和抗腐蚀性测试。
- 包装和运输过程中的保护措施,避免产品在运输过程中受到损坏。
案例分析
某大型机械制造企业曾因锥体套规的不合格导致一批关键零部件报废,造成了巨大的经济损失。事后调查发现,问题出在供应商提供的锥体套规上,其锥度误差超出允许范围。为此,该企业加强了对锥体套规的验收流程,引入了更为严格的检测标准,并定期对供应商进行评估和审核,有效避免了类似问题的发生。
另一个成功案例是一家航空制造公司,通过采用高精度的锥体套规,显著提高了飞机发动机零部件的装配质量和使用寿命,得到了客户的高度评价。
总结
QJ 423-1978 1:30锥体套规是工业生产中不可或缺的测量工具,其应用范围涵盖了机械加工、航空航天、汽车制造等多个领域。通过对锥体套规的设计原理、使用方法和质量控制的深入了解,可以更好地发挥其在工业生产中的重要作用。未来,随着技术的进步和市场需求的变化,锥体套规的设计和制造也将不断优化,为工业发展提供更强大的技术支持。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。