-
资源简介
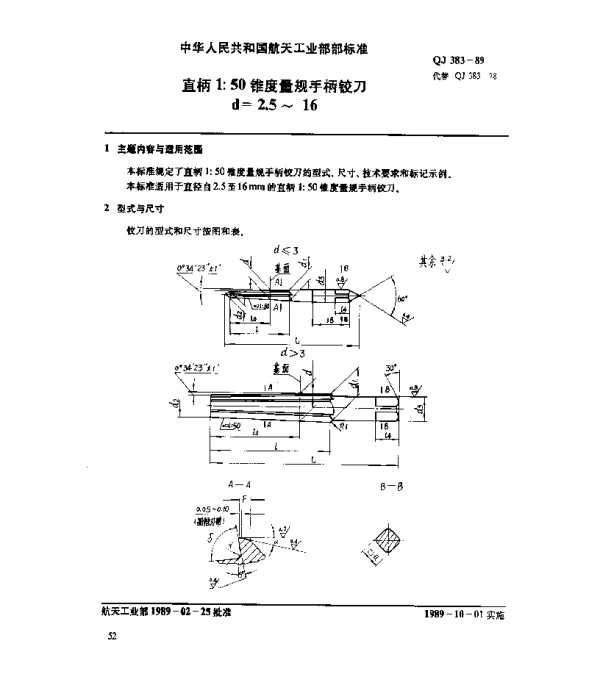
摘要:本文件规定了直柄1:50锥度量规手柄铰刀(d=2.5~16)的技术要求、检验方法及标志包装等内容。本文件适用于直柄1:50锥度量规手柄铰刀的设计、制造和验收。
Title:Specification for Taper Gauge Handles Reamer with Straight Shank 1:50 (d=2.5~16)
中国标准分类号:J13
国际标准分类号:21.040 -
封面预览
-
拓展解读
QJ 383-1989 直柄1:50锥度量规手柄铰刀(d=2.5~16) 常见问题解答
什么是QJ 383-1989标准?
QJ 383-1989是中国国家军用标准,规定了直柄1:50锥度量规手柄铰刀的技术要求,适用于直径范围为2.5mm至16mm的铰刀产品。
1:50锥度的具体含义是什么?
1:50锥度表示锥度的直径变化与长度的比例为1:50。例如,如果锥度长度为50mm,则直径的变化为1mm。这种设计有助于确保铰刀在加工过程中具有良好的定位精度和稳定性。
为什么选择直柄设计?
- 直柄设计便于安装和固定,适合大多数通用机床。
- 减少了因锥柄配合误差导致的加工偏差。
铰刀的直径范围是如何划分的?
根据QJ 383-1989标准,铰刀的直径范围分为以下几档:
2.5mm、3mm、4mm、5mm、6mm、8mm、10mm、12mm、16mm。如何正确选择合适的铰刀直径?
- 根据被加工材料的硬度和孔径尺寸选择适当的铰刀直径。
- 查阅相关图纸或工艺文件,确认所需的公差等级。
- 避免使用超出推荐范围的铰刀,以免影响加工质量和刀具寿命。
铰刀的表面粗糙度有何要求?
根据标准要求,铰刀的工作部分表面粗糙度需达到Ra≤0.4μm,以确保加工表面质量。
铰刀的切削刃角度是多少?
铰刀的切削刃角度通常为20°±2°,以保证切削效率和稳定性。
铰刀的使用寿命受哪些因素影响?
- 加工材料的硬度和切削速度。
- 冷却液的使用情况及润滑效果。
- 操作者的使用方法是否符合规范。
如何判断铰刀是否需要更换或修磨?
- 观察铰刀的切削刃是否有明显磨损或崩刃现象。
- 检查加工后的孔径是否超出允许的公差范围。
- 定期进行测量和检测,确保铰刀处于良好状态。
如何正确存储铰刀以延长其使用寿命?
- 存放在干燥、无腐蚀性气体的环境中。
- 避免与其他硬物直接接触,防止磕碰损伤。
- 定期清洁并涂防锈油。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。