-
资源简介
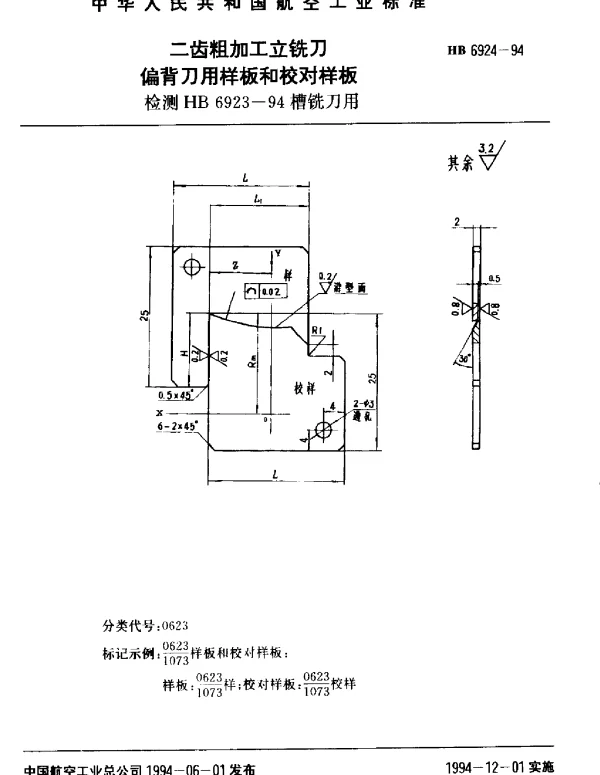
摘要:本文件规定了二齿粗加工立铣刀偏背刀用样板和校对样板的技术要求、检验方法及标志包装。本文件适用于HB 6923-94槽铣刀的检测。
Title:Specification for Template and Calibration Template of Two-tooth Roughing End Mill with Back-off and Its Application in Groove Milling Cutter Inspection
中国标准分类号:J75
国际标准分类号:25.080 -
封面预览
-
拓展解读
HB 6924-1994 二齿粗加工立铣刀偏背刀用样板和校对样板 检测HB 6923-94槽铣刀用 常见问题解答
以下是关于HB 6924-1994标准中涉及的二齿粗加工立铣刀偏背刀用样板和校对样板,以及HB 6923-94标准中涉及的槽铣刀用样板检测的一些常见问题及其解答。
1. HB 6924-1994 和 HB 6923-94 标准的主要区别是什么?
回答:HB 6924-1994 主要针对二齿粗加工立铣刀的偏背刀用样板和校对样板的设计与检测要求;而 HB 6923-94 则专注于槽铣刀的样板检测。两者在应用范围和具体技术指标上有所不同,但都属于机械加工领域中的样板检测标准。
2. 什么是偏背刀用样板?它的作用是什么?
回答:偏背刀用样板是一种用于检测二齿粗加工立铣刀几何形状的专用工具。其主要作用是确保立铣刀的刃口角度、切削面和平行度等参数符合设计要求。通过样板检测,可以有效避免因加工误差导致的工件质量问题。
3. 如何正确使用校对样板进行检测?
回答:校对样板用于验证偏背刀用样板的准确性。使用时,需将校对样板与被检测的立铣刀进行对比,检查两者之间的间隙是否符合标准规定。如果间隙过大或过小,则需要调整偏背刀用样板,直至满足要求。
4. HB 6924-1994 中提到的样板检测精度如何保证?
回答:样板检测精度的关键在于样板本身的制造精度和检测方法的规范性。为保证精度,应严格按照标准要求选择材料、加工工艺,并定期对样板进行校验和维护。此外,在检测过程中,操作人员需具备专业技能并遵循标准化流程。
5. HB 6923-94 中槽铣刀用样板的检测重点有哪些?
回答:HB 6923-94 中槽铣刀用样板的检测重点包括槽铣刀的槽深、槽宽、槽形角度及表面粗糙度等关键参数。这些参数直接影响槽铣刀的工作性能和使用寿命,因此必须严格控制。
6. 如果样板检测结果不符合标准怎么办?
回答:若检测结果显示样板不符合标准,首先应对样板进行重新校准或维修。如仍无法达到要求,则需更换新的样板。同时,应追溯相关加工环节,查找可能导致偏差的原因,并采取措施予以改进。
7. HB 6924-1994 和 HB 6923-94 是否适用于所有类型的铣刀?
回答:这两个标准仅适用于特定类型的铣刀,即二齿粗加工立铣刀和槽铣刀。对于其他类型的铣刀(如多齿铣刀、精加工铣刀等),应参考相应的国家标准或行业标准进行检测。
8. 在实际生产中,如何选择合适的样板检测设备?
回答:选择样板检测设备时,需根据具体检测需求确定设备的精度等级和功能。例如,对于高精度检测任务,应选用具有更高分辨率和稳定性的测量仪器。同时,还需考虑设备的操作便捷性和维护成本。
9. 如何理解 HB 6924-1994 和 HB 6923-94 中的公差范围?
回答:公差范围是指允许的实际尺寸与理论尺寸之间的最大差异。在两个标准中,公差范围的具体数值由设计要求和加工能力决定。操作人员应熟悉相关公差值,并在检测过程中严格遵守。
10. 是否需要定期更新样板以适应新标准?
回答:样板的更新频率取决于标准的修订情况和技术发展水平。通常情况下,当标准发生重大修订或出现新技术时,才需要更新样板。建议定期关注相关标准动态,并根据实际情况及时调整检测方案。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。