-
资源简介
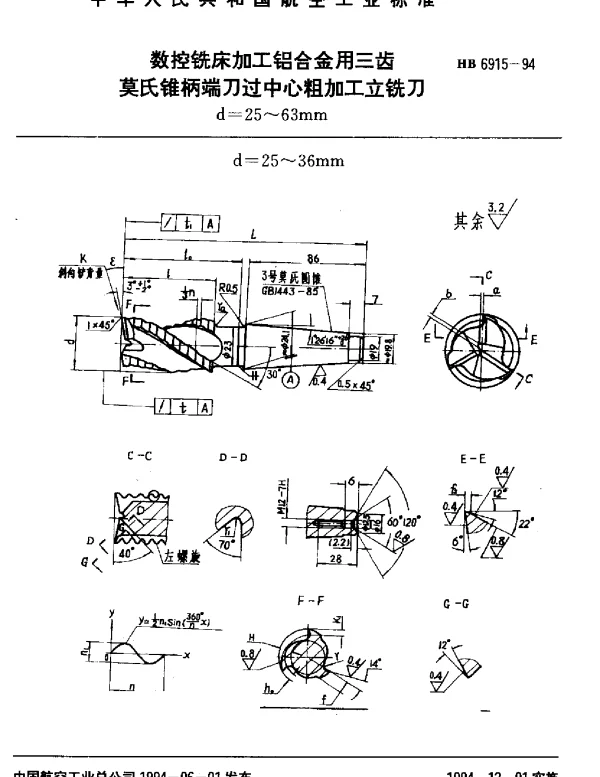
摘要:本文件规定了数控铣床加工铝合金用三齿莫氏锥柄端刀过中心粗加工立铣刀(d=25~63mm)的技术要求、检验方法及标志包装等内容。本文件适用于数控铣床加工铝合金材料时使用的三齿莫氏锥柄端刀过中心粗加工立铣刀。
Title:HB 6915-1994 Numerical Control Milling Machine Rough Machining End Mill with Morse Taper Shank for Aluminum Alloy Processing, Three Teeth, Center Cutting, d=25~63mm
中国标准分类号:J51
国际标准分类号:25.080 -
封面预览
-
拓展解读
HB 6915-1994 数控铣床加工铝合金用三齿莫氏锥柄端刀过中心粗加工立铣刀 FAQs
什么是HB 6915-1994标准?
HB 6915-1994是中国国家标准,规定了数控铣床加工铝合金时使用的三齿莫氏锥柄端刀过中心粗加工立铣刀的技术要求。这种立铣刀适用于直径范围为25至63毫米,主要用于铝合金材料的高效切削加工。
为什么选择三齿设计?
三齿设计能够提供更高的刚性和稳定性,特别是在加工铝合金等较软材料时。相比两齿或更多齿的设计,三齿能够在保证切削效率的同时减少振动,提高加工精度。
莫氏锥柄有何优点?
- 莫氏锥柄具有良好的自锁性能,能够牢固地固定在机床主轴上。
- 锥柄设计便于快速更换刀具,提高了生产效率。
- 锥度公差严格控制,确保刀具与主轴之间的良好配合。
为什么需要“过中心”设计?
“过中心”设计使得刀具能够直接接触工件中心,从而实现更高效的切削路径规划。这种设计特别适合复杂曲面加工,能够减少走刀次数,提高加工效率。
如何选择合适的直径范围?
- 对于薄壁零件或小面积加工,建议选择较小直径(如25mm)。
- 对于大面积或深槽加工,建议选择较大直径(如63mm)。
- 根据实际加工需求和机床负载能力综合考虑。
铝合金加工中常见的问题有哪些?
- 切削过程中容易产生积屑瘤,影响表面质量。
- 刀具磨损较快,需定期检查和更换。
- 切削热可能导致工件变形,需优化冷却液使用。
如何延长刀具使用寿命?
- 合理选择切削参数(如进给速度、切削深度)。
- 保持刀具清洁,避免切屑堆积。
- 定期润滑刀柄与主轴接口,确保良好配合。
HB 6915-1994标准是否适用于其他材料?
虽然HB 6915-1994主要针对铝合金材料设计,但其技术规范也可参考用于其他软质金属材料(如铜合金)的加工。不过,具体应用时需调整切削参数以适应不同材料特性。
如何判断立铣刀是否符合HB 6915-1994标准?
- 检查刀具的几何尺寸是否符合标准要求。
- 确认刀具材质及热处理工艺是否达标。
- 验证莫氏锥柄的锥度公差是否符合规定。
HB 6915-1994与国际标准有何差异?
HB 6915-1994是中国国家标准,可能在某些细节上与ISO或DIN等国际标准存在差异。例如,锥柄公差范围、刀具涂层要求等可能存在细微差别,需根据具体应用场景选择适用的标准。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。