-
资源简介
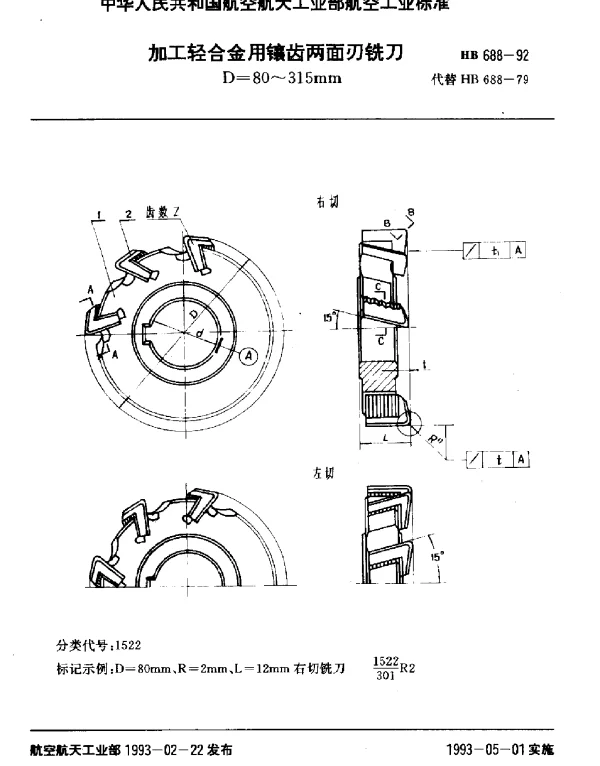
摘要:本文件规定了加工轻合金用镶齿两面刃铣刀(D=80~315mm)的技术要求、检验方法及标志包装等内容。本文件适用于加工轻合金材料时使用的镶齿两面刃铣刀。
Title:Specification for Indexable Double-Edge Milling Cutters Used in Light Alloy Machining (D=80~315mm)
中国标准分类号:J24
国际标准分类号:25.080 -
封面预览
-
拓展解读
HB 688-1992 加工轻合金用镶齿两面刃铣刀.D=80~315mm 常见问题解答
以下是关于 HB 688-1992 标准中加工轻合金用镶齿两面刃铣刀的一些常见问题及其解答。
1. 什么是 HB 688-1992 标准?
HB 688-1992 是中国国家标准,规定了用于加工轻合金(如铝合金)的镶齿两面刃铣刀的技术要求。这些铣刀的直径范围为 D = 80~315mm,适用于高效切削轻质金属材料。
2. 镶齿两面刃铣刀的主要特点是什么?
- 采用镶齿设计,提高了刀具的耐磨性和使用寿命。
- 两面刃设计增加了切削效率,适合高速切削。
- 适用于加工轻合金材料,如铝合金、镁合金等。
- 符合 HB 688-1992 标准,确保刀具的通用性和可靠性。
3. 如何选择合适的铣刀直径?
选择铣刀直径时需考虑以下因素:
- 加工材料厚度:较厚的材料需要更大的直径。
- 机床功率:确保铣刀直径在机床允许范围内。
- 加工精度需求:高精度加工可能需要较小直径的铣刀。
- 根据 HB 688-1992 标准,铣刀直径范围为 80mm 至 315mm。
4. 铣刀的镶齿材料有哪些推荐?
根据 HB 688-1992 标准,推荐的镶齿材料包括:
- 硬质合金(如 YT 类或 YG 类)。
- 陶瓷材料,适合高温切削环境。
- 涂层材料,提高耐磨性和抗粘附性能。
具体选择取决于加工材料和切削条件。
5. 如何正确安装镶齿两面刃铣刀?
- 确保铣刀与机床主轴同心。
- 检查镶齿是否牢固安装,避免松动导致损坏。
- 使用适当的夹紧装置,避免过紧或过松。
- 遵循机床说明书中的安装步骤。
6. 使用过程中如何维护镶齿两面刃铣刀?
- 定期检查镶齿磨损情况,必要时更换。
- 保持铣刀清洁,避免切屑堆积影响切削效果。
- 润滑主轴和夹紧装置,减少摩擦。
- 避免长时间超负荷运行,延长刀具寿命。
7. 为什么加工轻合金时容易出现粘刀现象?
轻合金(如铝合金)具有较高的热传导性和较低的熔点,容易在切削过程中产生高温并形成粘刀现象。解决方法包括:
- 使用冷却液降低切削温度。
- 选择耐高温的镶齿材料。
- 优化切削参数,减少热量积累。
8. 镶齿两面刃铣刀的适用行业有哪些?
- 航空航天工业:加工飞机零部件。
- 汽车制造业:加工轻量化车身部件。
- 电子行业:加工散热器和其他轻合金零件。
- 建筑行业:加工铝合金型材。
9. 如何判断铣刀是否达到报废标准?
- 镶齿严重磨损或崩裂。
- 切削效率显著下降,无法满足加工要求。
- 切削表面质量明显恶化。
- 超出 HB 688-1992 标准规定的使用寿命。
10. 是否可以对铣刀进行重新修磨?
是的,但需注意以下事项:
- 仅限专业技术人员操作。
- 确保修磨后的尺寸符合 HB 688-1992 标准。
- 修磨后需重新测试切削性能。
- 避免过度修磨导致强度下降。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。