-
资源简介
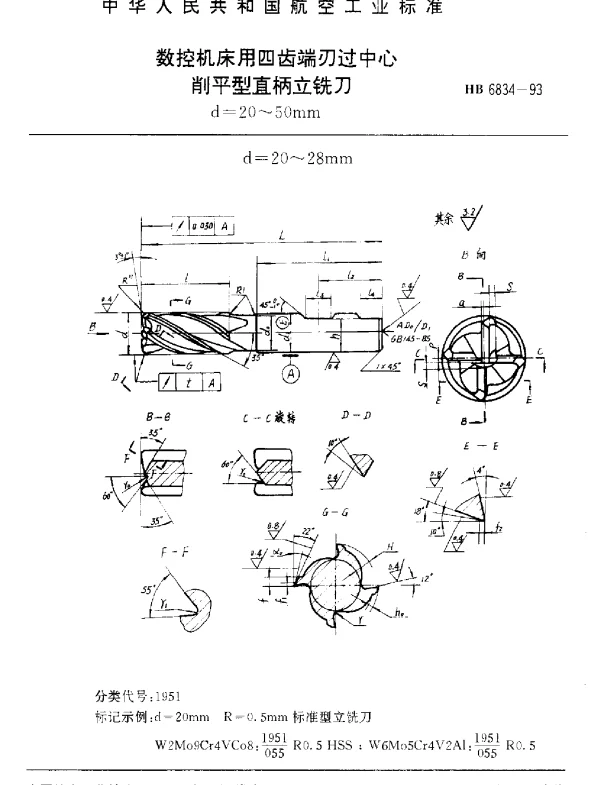
摘要:本文件规定了数控机床用四齿端刃过中心削平型直柄立铣刀(d=20~50mm)的技术要求、检验方法及标志包装。本文件适用于数控机床加工中使用的四齿端刃过中心削平型直柄立铣刀。
Title:Specification for Four-Flute End Mill with Center Cutting and Slotted Straight Shank for CNC Machine Tools (d=20~50mm)
中国标准分类号:MG41
国际标准分类号:25.080 -
封面预览
-
拓展解读
弹性方案分析
针对“HB 6834-1993 数控机床用四齿端刃过中心削平型直柄立铣刀”的标准要求,从核心业务环节出发,提出以下10项弹性方案,以优化流程并降低生产成本。
方案一:材料选择优化
在满足硬度和耐磨性的前提下,选用国产高性能硬质合金材料替代进口材料,降低原材料采购成本。
方案二:涂层工艺调整
通过调整涂层厚度和工艺参数,减少涂层材料的使用量,同时保持刀具的使用寿命不变。
方案三:齿数设计灵活性
在保证切削效率的前提下,将齿数从四齿扩展为五齿或六齿,以适应不同加工需求,提高通用性。
方案四:刀具几何参数调整
对刀具的螺旋角和前角进行微调,优化切削性能,延长刀具寿命,从而减少更换频率。
方案五:模块化设计
采用模块化设计,使刀具的不同部分可以独立更换,降低维修和维护成本。
方案六:批量生产优化
通过改进生产工艺,如引入自动化生产线,提升单批次产量,分摊固定成本。
方案七:库存管理优化
建立动态库存管理系统,根据订单需求预测合理备货,避免因库存积压导致的资金占用。
方案八:定制化服务
提供定制化服务,针对客户需求设计专用刀具,增加产品附加值,同时提高客户满意度。
方案九:质量检测简化
优化质量检测流程,引入非接触式测量技术,减少人工操作,提高检测效率。
方案十:合作模式创新
与供应商建立长期合作关系,通过集中采购或战略合作,降低原材料和设备采购成本。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。