-
资源简介
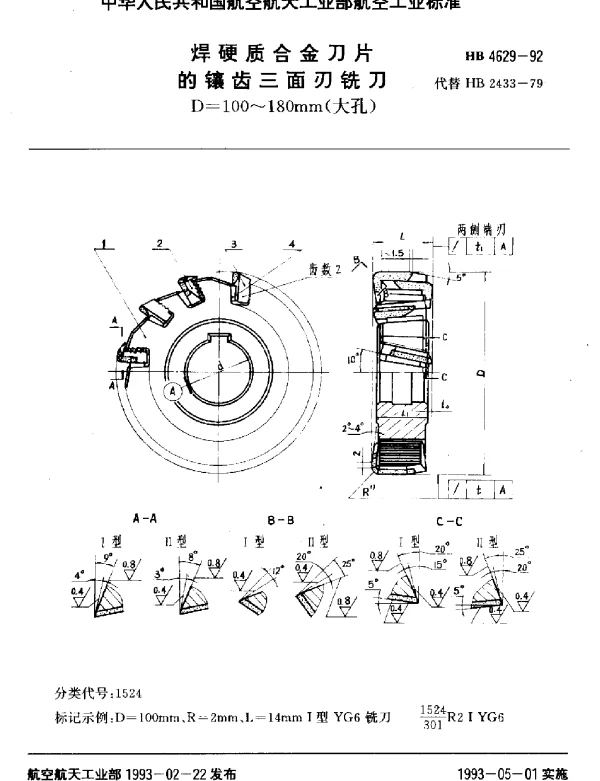
摘要:本文件规定了焊硬质合金刀片的镶齿三面刃铣刀(D=100~180mm,大孔)的技术要求、试验方法、检验规则及标志、包装和贮存。本文件适用于机械加工中使用的焊硬质合金刀片的镶齿三面刃铣刀。
Title:Hard Alloy Tipped Indexable Three-Flute Milling Cutters with D=100~180mm (Large Hole)
中国标准分类号:J76
国际标准分类号:25.080 -
封面预览
-
拓展解读
HB 4629-1992 镶齿三面刃铣刀常见问题解答
以下是关于HB 4629-1992标准中涉及焊硬质合金刀片的镶齿三面刃铣刀(D=100~180mm)的一些常见问题及其详细解答。
1. HB 4629-1992 标准的主要内容是什么?
HB 4629-1992 是中国机械行业的一项标准,主要规定了用于加工大孔(直径范围为100~180mm)的镶齿三面刃铣刀的技术要求,包括刀具结构、材料选择、性能指标以及检验方法等。
2. 镶齿三面刃铣刀适用于哪些加工场景?
这种铣刀主要用于加工大孔工件,例如在航空航天、船舶制造或重型机械行业中常见的大型零件。其特点是能够高效切削金属材料,同时保证较高的加工精度和表面质量。
3. 硬质合金刀片与普通刀片相比有何优势?
- 耐磨性更高:硬质合金刀片具有优异的耐磨性能,能够在长时间高速切削中保持锋利。
- 耐高温性更强:硬质合金材料在高温下仍能保持良好的切削性能。
- 使用寿命更长:由于其高强度和高硬度,硬质合金刀片的使用寿命显著高于普通刀片。
4. 如何正确选择镶齿三面刃铣刀的规格?
选择铣刀时需要根据被加工工件的直径范围(100~180mm)以及材料特性来确定铣刀的具体规格。此外,还需考虑切削速度、进给量等因素,以确保铣刀的性能最优。
5. 铣刀在使用过程中出现崩刃现象的原因有哪些?
- 切削参数设置不当,如切削速度过高或进给量过大。
- 刀具安装不正确,导致受力不均。
- 工件材料过硬或存在硬质夹杂物。
- 冷却液不足或未正确使用,导致刀具过热。
6. 如何延长镶齿三面刃铣刀的使用寿命?
- 合理选择切削参数,避免超负荷工作。
- 定期检查并调整铣刀的安装状态。
- 确保充足的冷却液供应,降低刀具温度。
- 定期对刀具进行修磨或更换磨损严重的刀片。
7. HB 4629-1992 标准是否适用于所有类型的三面刃铣刀?
不是。HB 4629-1992 标准仅适用于焊硬质合金刀片的镶齿三面刃铣刀,且限定适用的孔径范围为100~180mm。对于其他类型的铣刀或不同孔径范围,需参考其他相关标准。
8. 镶齿三面刃铣刀的维护需要注意哪些事项?
- 每次使用后应及时清理刀具表面的切屑和污垢。
- 定期检查刀片的磨损情况,必要时进行更换。
- 存放时应避免潮湿环境,防止生锈。
- 严格按照操作规程使用,避免超负荷运行。
9. 如何判断镶齿三面刃铣刀是否符合HB 4629-1992标准?
可以通过以下方式验证:1)检查产品是否有明确标注符合HB 4629-1992标准;2)核对产品的技术参数是否满足标准要求;3)通过专业机构进行检测。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。