-
资源简介
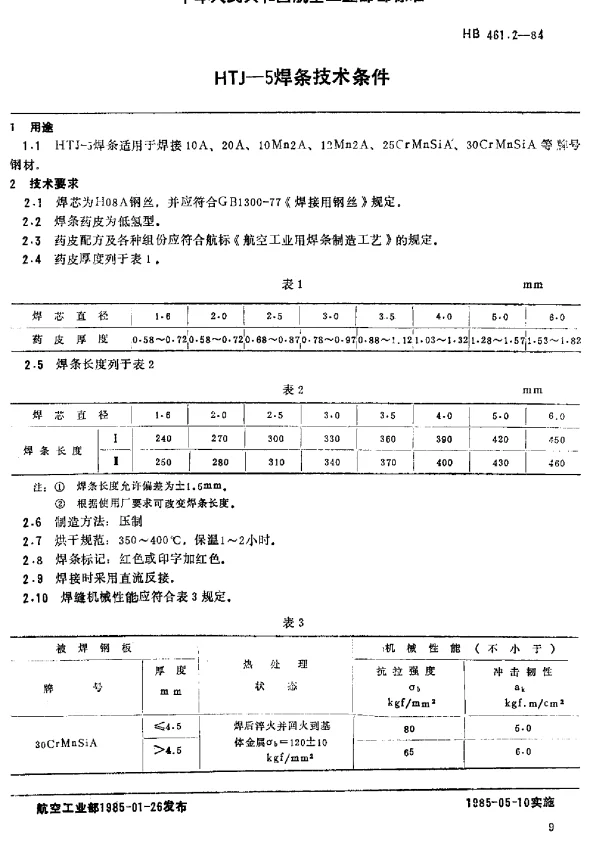
摘要:本文件规定了HTJ-5焊条的技术要求、试验方法、检验规则及标志与包装。本文件适用于HTJ-5型焊条的生产与验收。
Title:Technical Conditions for HTJ-5 Electrode
中国标准分类号:H61
国际标准分类号:25.160 -
封面预览
-
拓展解读
HB 461.2-1984 HTJ-5焊条技术条件常见问题解答
以下是关于HB 461.2-1984 HTJ-5焊条技术条件的一些常见问题及其详细解答。
1. HB 461.2-1984 HTJ-5焊条的主要用途是什么?
HTJ-5焊条主要用于焊接低碳钢和中碳钢材料,特别是在结构件的制造和修复中广泛应用。其特点在于具有良好的机械性能和抗裂性,适合在各种工作环境下使用。
2. HTJ-5焊条的技术标准有哪些关键指标?
HTJ-5焊条的技术标准包括以下关键指标:
- 化学成分:严格控制碳、锰、硅等元素的比例。
- 机械性能:要求焊缝具有较高的抗拉强度和韧性。
- 焊接工艺性:易于引弧、电弧稳定、飞溅少。
- 焊缝外观:成型美观,无气孔、裂纹等缺陷。
3. 如何正确储存HTJ-5焊条?
HTJ-5焊条需要存放在干燥、通风良好的环境中,避免受潮或接触腐蚀性气体。具体措施如下:
- 存放温度应在5-25℃之间。
- 相对湿度不得超过60%。
- 焊条应离地面和墙面至少30cm。
- 避免长时间暴露在阳光下。
4. HTJ-5焊条的焊接电流范围是多少?
HTJ-5焊条的推荐焊接电流范围为80-160安培,具体选择需根据工件厚度和焊接位置调整。例如:
- 薄板焊接时选用较低电流。
- 厚板焊接时选用较高电流。
5. HTJ-5焊条是否适用于不锈钢材料的焊接?
不适用。HTJ-5焊条专用于低碳钢和中碳钢材料,对于不锈钢材料的焊接,应选择专用的不锈钢焊条,如A102或A132等。
6. 如何判断HTJ-5焊条是否受潮?
可以通过以下方法判断焊条是否受潮:
- 观察焊条表面是否有明显水渍或锈迹。
- 用锤子轻轻敲击焊条药皮,若声音发闷则可能受潮。
- 进行试焊,若出现大量飞溅或焊缝质量不佳,则可能是焊条受潮。
7. HTJ-5焊条的保存期限是多久?
HTJ-5焊条的保存期限通常为一年,但具体时间还需根据实际存储条件确定。建议定期检查焊条的状态,确保其符合使用要求。
8. HTJ-5焊条焊接时为何会出现咬边现象?
咬边现象通常是由于以下原因导致的:
- 焊接电流过大。
- 焊接速度过快。
- 焊条角度不当。
解决方法包括降低电流、减缓焊接速度以及调整焊条角度。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。