-
资源简介
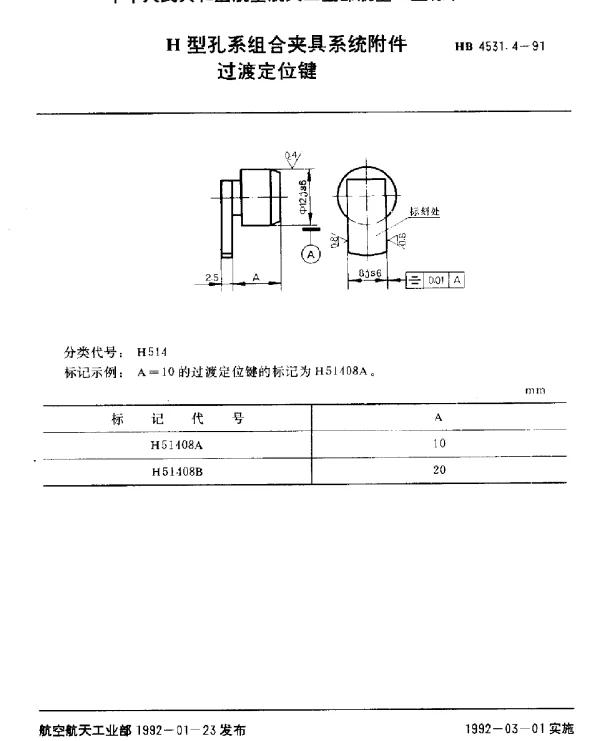
摘要:本文件规定了H型孔系组合夹具系统附件中过渡定位键的技术要求、尺寸规格及公差。本文件适用于机械加工和装配过程中使用H型孔系组合夹具系统的过渡定位键。
Title:HB 4531.4-1991 H-type Hole System Modular Fixture System Accessories. Transition Positioning Key
中国标准分类号:J26
国际标准分类号:29.040.30 -
封面预览
-
拓展解读
HB 4531.4-1991 H型孔系组合夹具系统的概述
H型孔系组合夹具系统是一种广泛应用于机械加工领域的标准化工具系统,其核心在于通过模块化设计实现高效、灵活的工件装夹与定位。HB 4531.4-1991作为该系统的国家标准之一,主要规范了H型孔系组合夹具中过渡定位键的技术要求和应用方法。过渡定位键是连接夹具基础板与工件的关键部件,其性能直接影响到整个夹具系统的精度和稳定性。
过渡定位键的作用与技术特点
过渡定位键的主要功能是在夹具系统中实现精准定位,确保工件在加工过程中的稳定性和一致性。根据HB 4531.4-1991标准,过渡定位键的设计需满足以下技术要求:
- 高精度定位: 定位键表面粗糙度需达到Ra 0.8μm,以确保与基础板和工件的紧密配合。
- 耐磨性: 材料选用高强度合金钢,经过热处理后硬度可达HRC 58-62,延长使用寿命。
- 互换性: 所有过渡定位键均需符合公差等级IT7,保证不同批次产品间的互换性。
实际应用案例分析
某汽车制造企业采用H型孔系组合夹具系统加工发动机缸体时,发现传统定位方式存在效率低下的问题。通过引入符合HB 4531.4-1991标准的过渡定位键,企业成功实现了快速换模和精确装夹。具体表现为:
- 加工时间缩短约30%,显著提升生产线效率。
- 定位误差控制在±0.02mm以内,大幅提高产品质量。
- 由于过渡定位键具有良好的互换性,更换工件时无需重新校准,节省人力成本。
未来发展趋势与展望
随着智能制造技术的发展,H型孔系组合夹具系统及其附件正朝着智能化、模块化的方向演进。未来,过渡定位键可能会集成传感器技术,实时监测定位状态并反馈至中央控制系统,进一步优化生产流程。此外,新材料的应用也将成为研究热点,例如碳纤维复合材料的轻量化设计,可有效降低夹具重量,提高搬运便捷性。
综上所述,HB 4531.4-1991标准为H型孔系组合夹具系统提供了科学的技术指导,而过渡定位键作为其中的重要组成部分,其性能直接决定了整个系统的可靠性与实用性。通过不断改进设计和工艺,这一领域有望在未来工业生产中发挥更大的作用。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。