-
资源简介
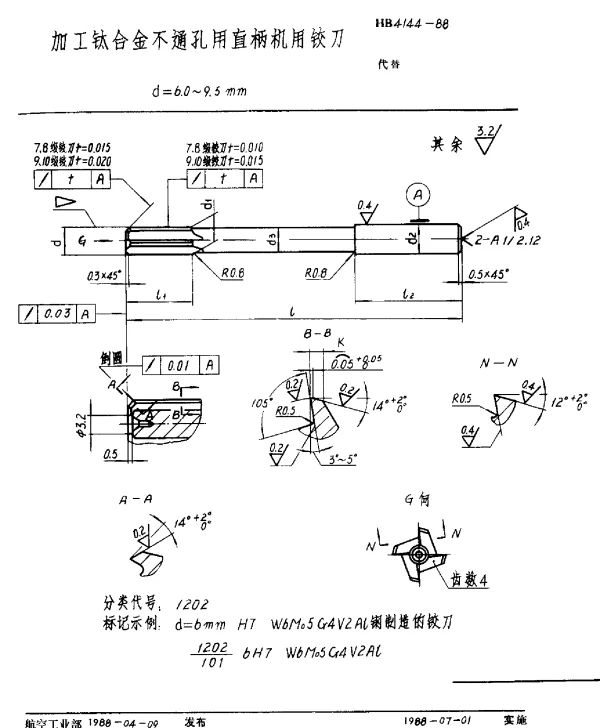
摘要:本文件规定了加工钛合金不通孔用直柄机用铰刀的尺寸、技术要求、检验方法及标志包装。本文件适用于直径为6.0mm至9.5mm的直柄机用铰刀。
Title:Specification for Straight Shank Machine Reamers for Titanium Alloy Blind Hole Machining, d=6.0~9.5mm
中国标准分类号:J23
国际标准分类号:21.040 -
封面预览
-
拓展解读
HB 4144-1988 加工钛合金不通孔用直柄机用铰刀 (d=6.0~9.5mm) 常见问题解答
1. HB 4144-1988 标准适用于哪些场景?
HB 4144-1988 是中国国家标准,专门针对加工钛合金材料时使用的直柄机用铰刀。其适用范围为直径在6.0至9.5毫米之间的不通孔加工,主要用于航空航天、军工等领域。
2. 钛合金材料为何需要专用铰刀?
- 钛合金具有高强度、低导热性和高化学活性,普通铰刀难以满足加工要求。
- 专用铰刀设计考虑了材料特性,能够有效减少粘刀现象并提高表面质量。
3. HB 4144-1988 中对铰刀几何参数有哪些具体要求?
- 前角(γ):通常为负值(如-10°至-15°),以增强切削刃强度。
- 后角(α):一般为6°至8°,以减小摩擦。
- 刃带宽度(b):根据直径大小确定,确保足够的导向性。
4. 使用 HB 4144-1988 铰刀时如何避免粘刀现象?
- 选择合适的切削速度和进给量,避免过高的切削温度。
- 使用专用冷却液(如含极压添加剂的乳化液),以降低切削区温度。
- 定期检查铰刀磨损情况,及时更换或修磨。
5. HB 4144-1988 铰刀的直柄设计有何优势?
- 直柄设计便于安装和固定,提高了加工过程中的稳定性。
- 减少了因锥柄配合不良导致的振动问题。
6. 如何判断铰刀是否符合 HB 4144-1988 标准?
- 检查铰刀的几何参数是否与标准一致。
- 通过测量实际加工后的孔径偏差,验证铰刀的精度。
- 参考生产厂商提供的检测报告或认证文件。
7. 加工钛合金时,HB 4144-1988 铰刀的推荐切削参数是什么?
- 切削速度:建议控制在10~20 m/min。
- 进给量:每齿进给量约为0.05~0.1 mm。
- 冷却方式:采用高压冷却液喷射。
8. HB 4144-1988 铰刀的使用寿命如何延长?
- 定期清理铰刀上的切屑,防止堵塞。
- 避免超负荷使用,合理安排加工任务。
- 使用后及时进行修磨和保养。
9. 如果没有 HB 4144-1988 铰刀,能否使用其他类型铰刀代替?
- 不建议直接替代,因为钛合金加工对铰刀性能有特殊要求。
- 可以尝试定制铰刀,但需确保其几何参数符合加工需求。
10. 如何选择合适的铰刀制造商?
- 优先选择具备相关资质和经验的厂家。
- 查看产品认证(如ISO、GB等)及客户评价。
- 咨询技术支持,确保满足具体应用场景的需求。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。