-
资源简介
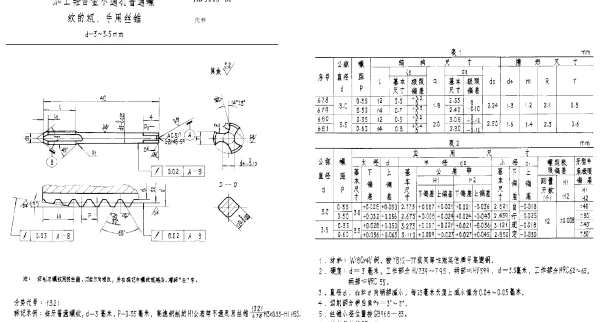
摘要:本文件规定了加工轻合金不通孔普通螺纹的机、手用丝锥(d=3~3.5mm)的技术要求、尺寸公差及检验方法。本文件适用于加工轻合金材料时使用的机、手用丝锥。
Title:Processing of Light Alloy Blind Hole Common Threads: Machine and Hand Taps (d=3~3.5mm)
中国标准分类号:J12
国际标准分类号:21.060 -
封面预览
-
拓展解读
摘要
本文旨在探讨HB 3665-1986标准中关于加工轻合金不通孔普通螺纹的机用丝锥和手用丝锥在直径范围d=3~3.5mm的应用特点与技术要点。通过对标准内容的深入分析以及实际加工案例的研究,本文提出了一些优化建议,以提高加工效率和产品质量。
引言
轻合金材料因其重量轻、强度高,在航空航天、汽车制造等领域得到了广泛应用。然而,由于其材质特性,加工轻合金螺纹时需要特别注意刀具的选择与参数设置。HB 3665-1986作为我国针对轻合金螺纹加工的重要标准之一,为相关工艺提供了规范指导。本文将围绕该标准中涉及的机用丝锥和手用丝锥展开讨论。
标准概述
HB 3665-1986详细规定了用于加工轻合金不通孔普通螺纹的丝锥技术要求,包括几何角度、切削刃形状等,并对不同直径范围内的丝锥性能提出了具体指标。对于直径d=3~3.5mm这一特定区间,标准强调了以下几点:
- 丝锥前角应适当增大,以减少切削阻力;
- 后角需保持合理值,确保切屑顺利排出;
- 螺旋槽设计应有利于排屑顺畅。
机用丝锥的特点与应用
机用丝锥通常应用于自动化生产线或批量生产环境中,具有高效、稳定的特点。在直径d=3~3.5mm范围内使用机用丝锥时,需注意以下事项:
- 冷却润滑: 由于小直径条件下切削热容易积聚,必须保证充足的冷却液供应;
- 进给速度控制: 过快可能导致断锥事故,因此需精确调节进给量;
- 刀具寿命管理: 定期检查并更换磨损严重的丝锥,避免影响产品质量。
手用丝锥的操作技巧
相比之下,手用丝锥更适合单件或小批量生产场景。尽管操作灵活性较高,但仍需遵循一定的规范:
- 操作者需掌握正确的握持方式,确保施力均匀;
- 每次旋转后应反向退出一定距离,以便清除切屑;
- 若发现丝锥卡滞现象,应及时停止操作并查找原因。
结论
综上所述,HB 3665-1986标准为轻合金不通孔普通螺纹加工提供了科学依据。无论是选择机用还是手用丝锥,都必须结合实际情况灵活调整参数,同时注重细节处理,才能达到最佳效果。未来研究可进一步探索新型涂层材料及智能化设备在该领域的应用前景。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。