-
资源简介
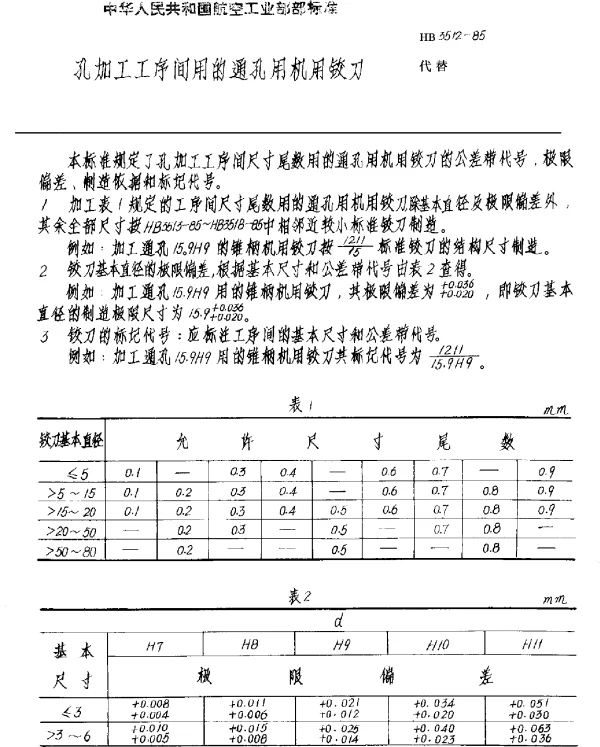
摘要:本文件规定了孔加工工序间用的通孔机用铰刀的技术要求、检验规则及标志包装等。本文件适用于孔加工工序间使用的通孔机用铰刀,用于金属材料的精密孔加工。
Title:Specification for Machine Reamers Used in Inter-process Through Hole Machining
中国标准分类号:J32
国际标准分类号:25.100 -
封面预览
-
拓展解读
摘要
HB 3512-1985 是中国机械行业的一项国家标准,规定了用于孔加工工序间通孔加工的机用铰刀的技术要求和检测方法。本文通过对该标准的深入分析,探讨了其在现代机械制造中的应用价值,并结合实际案例说明其在提高加工精度和效率方面的优势。
引言
随着工业技术的不断发展,对机械零件的加工精度提出了更高的要求。HB 3512-1985 标准作为一项重要的技术规范,为机用铰刀的设计、生产和检验提供了明确的指导。本文旨在通过系统分析该标准的内容及其实际应用,为相关领域的研究者和工程师提供参考。
HB 3512-1985 的主要内容
HB 3512-1985 标准主要包括以下几个方面:
- 适用范围:适用于直径范围内的通孔加工。
- 材料要求:规定了铰刀材料的选择标准,以确保其耐用性和稳定性。
- 几何参数:详细描述了铰刀的几何形状、尺寸公差等关键指标。
- 性能测试:明确了铰刀在不同工况下的性能测试方法和合格标准。
标准的应用与实践
在实际应用中,HB 3512-1985 标准发挥了重要作用。例如,在某汽车零部件生产企业中,通过严格按照该标准生产铰刀,显著提高了产品的加工精度和一致性。以下是具体案例:
- 案例一:某企业采用符合 HB 3512-1985 标准的铰刀进行发动机缸体孔加工,加工后的孔径误差控制在 ±0.01mm 范围内,满足了高精度要求。
- 案例二:另一家企业在批量生产过程中,通过优化铰刀设计并遵循该标准,实现了加工效率提升 20% 的效果。
结论
HB 3512-1985 标准为机用铰刀的设计和制造提供了科学依据,是保障产品质量的重要手段。未来,应进一步推广该标准的应用,同时结合现代制造技术的发展,不断完善和更新相关规范,以适应更高水平的工业需求。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。