-
资源简介
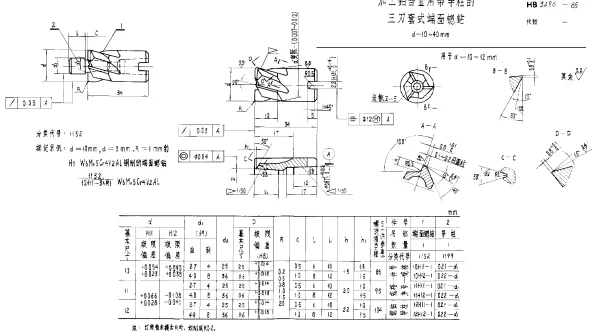
摘要:本文件规定了加工铝合金用带导柱的三刃套式端面锪钻(d=10~40mm)的技术要求、尺寸公差及检验规则。本文件适用于加工铝合金材料时使用的带导柱三刃套式端面锪钻的设计与制造。
Title:Processing Aluminum Alloy with Three-Flute Counterbore having Guide Pillars (d=10~40mm)
中国标准分类号:J23
国际标准分类号:25.100.20 -
封面预览
-
拓展解读
HB 3496-1985 加工铝合金用带导柱的三刃套式端面锪钻 d=10~40mm 常见问题解答
以下是关于 HB 3496-1985 标准中加工铝合金用带导柱的三刃套式端面锪钻的一些常见问题及其解答。
1. 什么是 HB 3496-1985 标准?
HB 3496-1985 是中国国家机械工业标准,专门针对加工铝合金材料时使用的带导柱的三刃套式端面锪钻的设计、制造和验收规范。该标准适用于锪钻直径范围为 d=10~40mm 的工具。
2. 带导柱的三刃套式端面锪钻的主要特点是什么?
这种锪钻具有以下特点:
- 导柱设计用于引导锪钻,提高加工精度和稳定性。
- 三刃结构增强了切削效率和排屑能力。
- 套式设计便于更换刀头,延长整体使用寿命。
- 专为铝合金材料优化,切削性能优异。
3. 为什么选择带导柱的三刃套式端面锪钻来加工铝合金?
铝合金是一种硬度较低、导热性高的材料,容易粘刀或产生积屑瘤。带导柱的三刃套式端面锪钻通过以下方式解决这些问题:
- 导柱减少了振动,提高了加工表面质量。
- 三刃设计增加了切削稳定性,减少刀具崩刃的风险。
- 优化的几何角度减少了切削力,避免材料变形。
4. 如何正确选择锪钻的直径(d=10~40mm)?
选择锪钻直径时需考虑以下因素:
- 根据待加工孔径和沉头深度选择合适的锪钻直径。
- 参考被加工材料的特性,例如铝合金的硬度和厚度。
- 查阅相关图纸或工艺文件,确保锪钻尺寸符合设计要求。
5. 如何判断锪钻是否符合 HB 3496-1985 标准?
判断锪钻是否符合标准的方法包括:
- 检查锪钻的几何参数(如前角、后角等)是否与标准一致。
- 测量导柱直径和长度是否符合规定。
- 验证锪钻的材料和热处理工艺是否满足标准要求。
6. 加工铝合金时如何避免锪钻损坏?
为了避免锪钻损坏,可以采取以下措施:
- 保持适当的切削速度和进给量,避免过载。
- 定期清理切屑,防止堵塞排屑槽。
- 使用冷却液以降低切削温度并保护刀具。
- 遵循 HB 3496-1985 标准中的推荐参数进行操作。
7. HB 3496-1985 是否适用于其他材料?
HB 3496-1985 主要针对铝合金材料设计,但某些情况下也可用于加工其他软质金属或非金属材料。不过,对于硬度较高的材料,可能需要调整切削参数或选择专用工具。
8. 如何保养带导柱的三刃套式端面锪钻?
保养锪钻的方法如下:
- 每次使用后清洁刀具表面,去除切屑和污垢。
- 定期检查导柱和刀刃磨损情况,必要时进行修磨或更换。
- 存放时避免与其他硬物接触,防止磕碰损伤。
- 按标准要求进行润滑和维护。
9. 如何处理锪钻在加工过程中出现的异常现象?
如果锪钻在加工过程中出现问题,可采取以下步骤:
- 检查导柱是否对中,必要时重新校准。
- 调整切削参数(如速度、进给量),避免过载。
- 检查冷却液供应是否正常,确保润滑效果。
- 如问题持续,建议暂停加工并联系专业技术人员。
10. HB 3496-1985 是否有更新版本?
截至目前,HB 3496-1985 仍然是现行有效的国家标准。如有更新版本发布,相关部门会及时通知用户。建议定期关注官方发布的最新标准信息。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。