-
资源简介
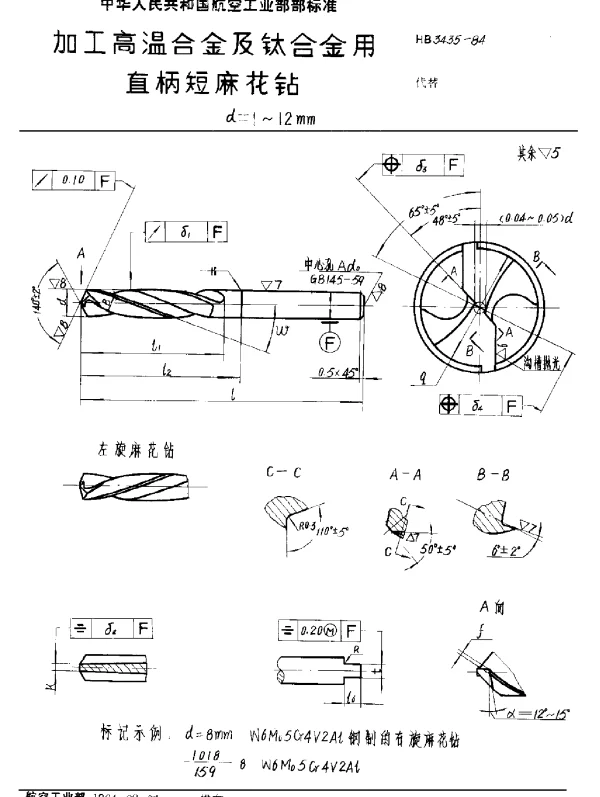
摘要:本文件规定了加工高温合金及钛合金用直柄短麻花钻(直径d=1~12mm)的技术要求、尺寸公差和验收规则。本文件适用于机械制造行业中对高温合金及钛合金材料进行钻孔加工的短麻花钻。
Title:Specification for Short Twist Drills with Straight Shank for Processing Superalloys and Titanium Alloys (d=1~12mm)
中国标准分类号:J35
国际标准分类号:25.060 -
封面预览
-
拓展解读
HB 3435-1984 加工高温合金及钛合金用直柄短麻花钻 d=1~12mm 常见问题解答
以下是关于HB 3435-1984标准中涉及的直柄短麻花钻在加工高温合金及钛合金时的常见问题及其解答。
优先级 1: 标准的基本定义与适用范围
问题描述: HB 3435-1984 是什么?它适用于哪些场景?
- 回答: HB 3435-1984 是中国国家标准,规定了用于加工高温合金和钛合金的直柄短麻花钻的技术要求。其适用范围是直径为1至12毫米的钻头,主要用于航空航天、能源等领域的高强度材料加工。
优先级 2: 钻头设计特点
问题描述: 直柄短麻花钻与普通麻花钻相比有哪些特殊之处?
- 回答: 直柄短麻花钻的设计特点包括:短刃长度以提高刚性;优化的螺旋角以减少切削阻力;特殊的涂层或材质以适应高温合金和钛合金的加工需求。
优先级 3: 材质选择
问题描述: 加工高温合金和钛合金时,为什么需要特殊的钻头材质?
- 回答: 高温合金和钛合金具有高硬度和高强度的特点,普通钻头容易磨损或断裂。因此,通常采用硬质合金或涂层钻头(如TiAlN涂层),以提升耐磨性和耐高温性能。
优先级 4: 切削参数
问题描述: 如何确定适合高温合金和钛合金的切削速度和进给量?
- 回答: 根据HB 3435-1984,切削速度应较低(通常为10-20 m/min),进给量需根据钻头直径调整(例如,直径1mm的钻头进给量约为0.05mm/r)。具体参数需参考实际加工条件。
优先级 5: 使用中的注意事项
问题描述: 在加工过程中,如何避免钻头损坏?
- 回答: 注意以下几点:保持冷却液充足;定期检查钻头磨损情况;避免过大的切削负载;确保机床精度良好。
优先级 6: 检验与维护
问题描述: 如何检验直柄短麻花钻是否符合HB 3435-1984标准?
- 回答: 检验内容包括几何尺寸、表面粗糙度、硬度测试及涂层附着力测试。建议使用专业检测设备并参照标准中的技术指标进行评估。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。