-
资源简介
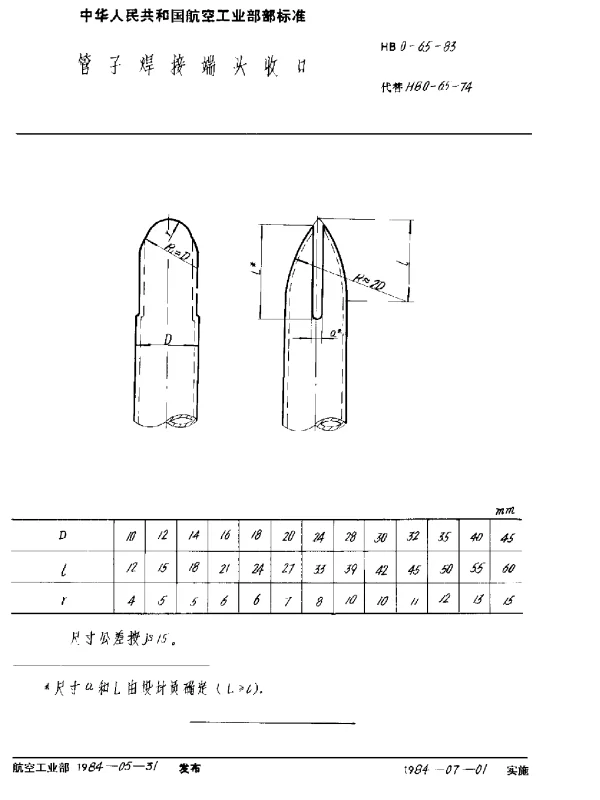
摘要:本文件规定了管子焊接端头收口的技术要求、尺寸公差及检验方法。本文件适用于金属管材在制造过程中焊接端头的收口处理。
Title:Tube End Reduction for Welding - HB 0-65-1983
中国标准分类号:J22
国际标准分类号:23.040 -
封面预览
-
拓展解读
HB 0-65-1983 管子焊接端头收口标准解析
HB 0-65-1983 是一项关于管子焊接端头收口的技术标准,广泛应用于工业管道工程中。这项标准旨在规范焊接端头的形状、尺寸以及表面质量,以确保焊接接头的强度和密封性能,从而满足高压、高温等苛刻工况的需求。
在工业领域,管子焊接端头的收口处理是一项至关重要的工艺步骤。它直接影响到整个管道系统的安全性和使用寿命。因此,了解和遵循HB 0-65-1983标准对于工程师和技术人员来说至关重要。
标准的核心要求
HB 0-65-1983对焊接端头的收口提出了明确的要求,主要包括以下几个方面:
- 几何形状:规定了焊接端头的锥度和曲率半径,确保焊接部位能够均匀受力。
- 尺寸公差:明确了收口部分的长度和直径公差范围,以保证焊接质量的一致性。
- 表面质量:强调了焊接端头表面应无裂纹、气孔等缺陷,确保密封性能。
实际应用中的挑战与解决方案
尽管HB 0-65-1983提供了详尽的标准指导,但在实际操作中仍面临诸多挑战。例如,在高强度合金钢管的焊接中,由于材料特性复杂,收口处理容易出现变形问题。为解决这一难题,企业通常采用先进的数控机床设备,通过精确控制加工参数来实现高质量的收口效果。
此外,为了验证焊接端头的质量,还需进行严格的检测。常见的检测方法包括超声波探伤和X射线检测,这些技术可以有效发现潜在的内部缺陷,从而保障管道系统的长期稳定运行。
典型案例分析
某石化企业在建设大型炼油装置时,曾因焊接端头收口不当导致管道泄漏事故。事后调查表明,该事故的主要原因是未严格按照HB 0-65-1983标准执行收口工艺。吸取教训后,该企业改进了加工流程,并引入了自动化设备,显著提高了焊接质量,减少了类似事故的发生。
综上所述,HB 0-65-1983标准不仅是技术规范,更是保障工业安全的重要工具。只有深入了解并严格执行该标准,才能确保管子焊接端头收口的质量,为工业生产提供可靠保障。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。