-
资源简介
摘要:本文件规定了焊接用插销冷裂纹试验的方法、试样制备、试验条件和结果评定。本文件适用于碳钢及低合金钢焊接接头冷裂纹敏感性的测定。
Title:Test Method for Cold Cracking of Welding Using Plug Specimens
中国标准分类号:J21
国际标准分类号:25.160.40 -
封面预览
-
拓展解读
摘要
本文旨在对国家标准 GB 9446-1988《焊接用插销冷裂纹试验方法》进行系统分析与探讨。该标准作为评估焊接接头抗冷裂性能的重要工具,在工程实践中具有重要意义。通过对其技术原理、适用范围及操作步骤的详细解读,本文试图揭示其在现代焊接技术中的应用价值,并提出改进建议。
引言
焊接是现代工业中不可或缺的关键工艺之一,而焊接接头的冷裂纹问题是影响结构安全性和可靠性的主要因素之一。为了有效检测和预防冷裂纹的发生,制定科学合理的试验方法显得尤为重要。GB 9446-1988 标准正是基于这一需求而制定的,它为焊接质量控制提供了重要的技术支持。
技术原理
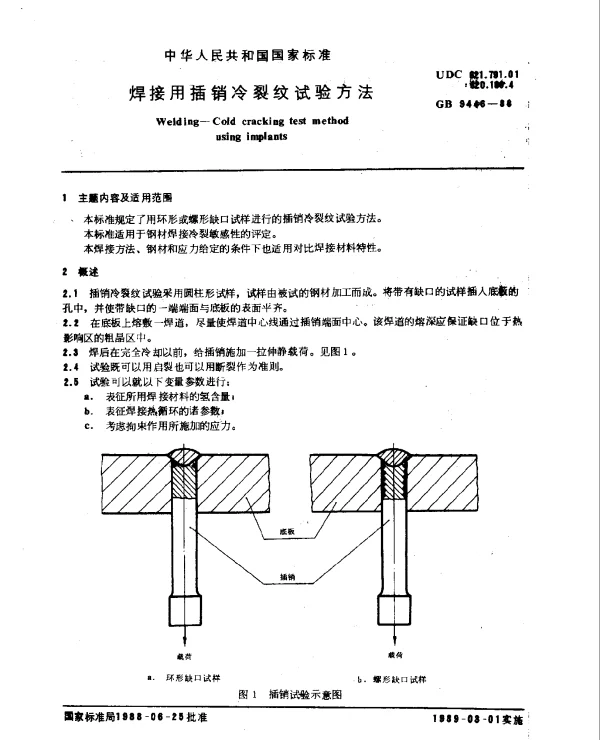
GB 9446-1988 的核心在于利用插销试样模拟实际焊接过程中的应力分布情况,从而评估材料或焊缝抵抗冷裂纹的能力。具体而言,该方法通过将试样置于特定温度下加载拉伸应力,观察是否出现裂纹来判断材料的冷裂敏感性。
试验步骤
- 准备符合要求的插销试样。
- 将试样放置于低温环境(通常为 -20℃ 至 -40℃)。
- 施加预定的拉伸载荷直至试样断裂或产生裂纹。
- 记录并分析裂纹发生的位置、形态及扩展路径。
优点与局限性
优点:
- 操作简单,成本低廉。
- 能够快速反映材料的冷裂倾向。
- 广泛应用于各类钢材的焊接质量评估。
局限性:
- 仅适用于特定类型的钢材,对于某些特殊合金可能不够准确。
- 试验条件较为单一,难以全面覆盖实际工况。
- 结果依赖于操作者的经验和判断力。
改进建议
尽管 GB 9446-1988 在行业内得到了广泛应用,但随着新材料和新技术的发展,其部分不足之处亟需改进。建议未来的研究方向包括:
- 引入更先进的监测手段以提高测试精度。
- 扩大试验条件的多样性,使其更好地适应复杂工况。
- 结合数值模拟技术优化试验设计。
结论
GB 9446-1988 是一项成熟且实用的标准,为焊接领域的冷裂纹研究奠定了坚实基础。然而,面对日益增长的技术挑战,我们仍需不断探索和完善相关方法,以满足现代工业发展的需求。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。