-
资源简介
《MBR平板膜在煤化工废水中的应用》是一篇探讨膜生物反应器(MBR)技术在煤化工废水处理中应用的学术论文。该论文针对当前煤化工行业产生的高污染、难降解废水问题,提出了一种高效、稳定的处理方案,即采用MBR平板膜技术进行废水处理。文章通过实验研究和工程实践相结合的方式,分析了MBR平板膜在煤化工废水处理过程中的性能表现,并对其运行参数进行了优化研究。
煤化工行业是能源和化工产业的重要组成部分,其生产过程中会产生大量含有高浓度有机物、氨氮、悬浮物以及重金属等污染物的废水。这些废水具有成分复杂、毒性大、可生化性差等特点,传统的物理化学处理方法难以达到理想的处理效果。因此,寻找一种高效、环保的废水处理技术成为当前研究的热点。
MBR技术是一种将生物处理与膜分离技术相结合的新型废水处理工艺。其中,平板膜作为MBR系统的核心组件,具有通量高、抗污染能力强、操作简便等优点。相较于传统中空纤维膜,平板膜在结构设计上更加紧凑,便于清洗和维护,且对污泥的截留效果更好,能够有效提高出水水质。
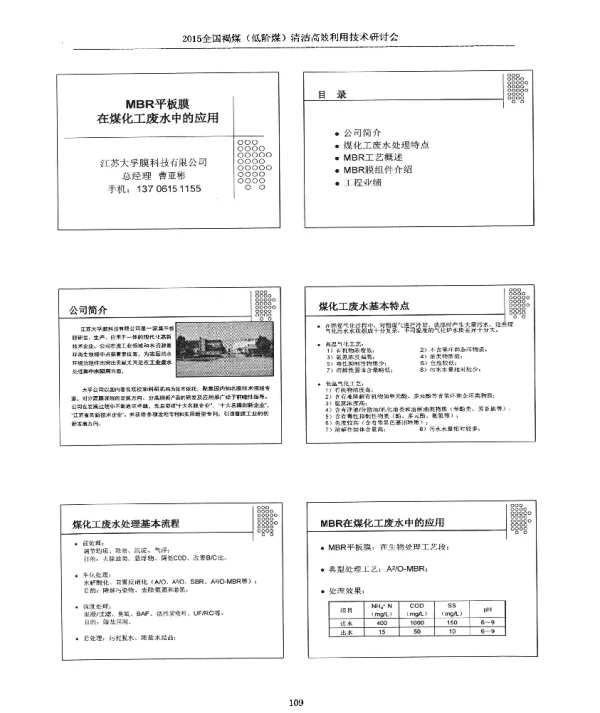
本文通过对煤化工废水的水质特性进行分析,确定了MBR平板膜处理系统的运行条件。研究结果表明,在合适的曝气强度、污泥浓度和膜通量条件下,MBR平板膜系统能够有效去除废水中的COD、BOD、氨氮和悬浮物等污染物。同时,研究还发现,通过定期进行膜清洗和调整运行参数,可以显著延长膜的使用寿命,降低运行成本。
在实际工程应用中,MBR平板膜技术表现出良好的稳定性和适应性。实验数据显示,经过MBR平板膜处理后的出水水质达到了国家排放标准,部分指标甚至优于传统处理工艺。此外,该技术还具备占地面积小、自动化程度高等优势,适用于煤化工企业内部的污水处理站建设。
然而,MBR平板膜技术在煤化工废水处理中仍面临一些挑战。例如,由于煤化工废水中含有大量的无机盐和重金属离子,可能导致膜污染加剧,影响系统的长期稳定运行。此外,膜的清洗和更换成本较高,需要进一步优化运行管理策略,以提高系统的经济性和可持续性。
针对上述问题,论文提出了多项改进措施。首先,建议在预处理阶段增加混凝沉淀和活性炭吸附等工艺,以降低进水中的悬浮物和有机物负荷,减轻膜污染的风险。其次,提出采用在线监测系统对膜运行状态进行实时监控,及时发现异常情况并采取相应措施。最后,建议结合不同类型的膜材料,探索更耐污染、更高效的膜组件,以提升整体处理效果。
综上所述,《MBR平板膜在煤化工废水中的应用》这篇论文为煤化工废水的治理提供了新的思路和技术支持。通过合理设计和优化运行,MBR平板膜技术能够在保障出水水质的前提下,实现废水资源化利用和环境保护的双重目标。随着膜材料技术的进步和运行管理经验的积累,MBR平板膜将在煤化工行业中发挥越来越重要的作用。
-
封面预览
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。