-
资源简介
《浅谈铸造缸盖工艺及欠铸对策》是一篇关于铸造工艺特别是缸盖制造过程中常见缺陷——欠铸问题的分析与解决对策的论文。该文从铸造工艺的基本原理出发,结合实际生产经验,对缸盖的铸造流程进行了系统性的介绍,并重点探讨了在铸造过程中出现欠铸现象的原因及应对措施。
缸盖作为发动机的重要组成部分,其结构复杂、壁厚不均,且在工作过程中承受高温高压,因此对铸造质量要求极高。铸造缸盖通常采用砂型铸造或金属型铸造的方式进行生产。砂型铸造因其成本较低、适用范围广,被广泛应用于中小型缸盖的制造中;而金属型铸造则适用于大批量生产,具有较高的尺寸精度和表面质量。
在铸造过程中,欠铸是一种常见的缺陷,指的是金属液未能完全填充铸型型腔,导致铸件出现缺肉或空洞的现象。欠铸不仅影响铸件的外观质量,还可能降低其力学性能,甚至引发后续使用中的安全隐患。因此,如何有效预防和解决欠铸问题是铸造工艺研究的重点之一。
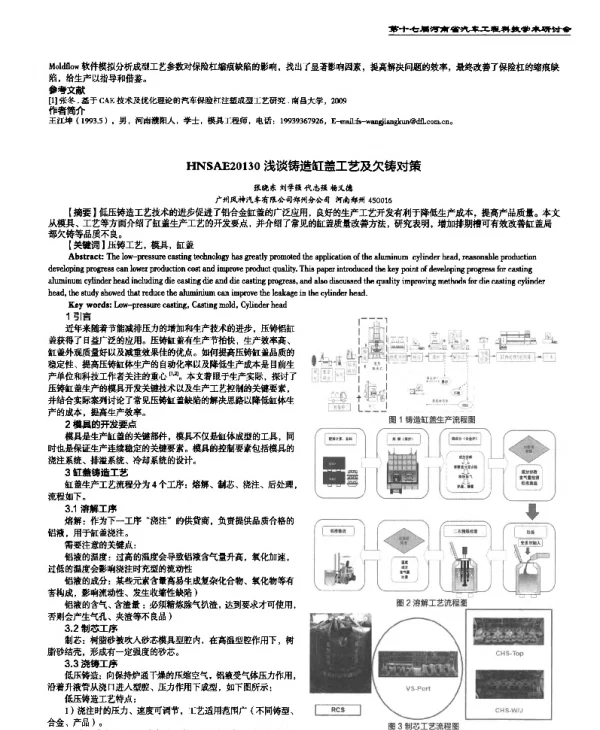
论文首先介绍了铸造缸盖的工艺流程,包括模具设计、造型、制芯、浇注、冷却和清理等环节。其中,模具设计是决定铸件质量的关键步骤,合理的模具结构能够有效减少欠铸的发生。在造型过程中,砂型的紧实度和透气性对金属液的流动有重要影响,若砂型过于松散或透气性差,可能导致金属液无法顺利充填型腔。
论文进一步分析了欠铸产生的主要原因。首先是金属液流动性不足,这可能由于浇注温度过低、浇注系统设计不合理或合金成分选择不当所致。其次是铸型排气不良,导致气体无法及时排出,阻碍金属液的流动。此外,铸件结构设计不合理,如局部壁厚过薄或存在锐角,也容易造成金属液难以充满型腔。
针对上述问题,论文提出了多项有效的对策。首先,在浇注系统设计上,应优化浇口位置和尺寸,确保金属液能够均匀、平稳地充填型腔。其次,提高金属液的浇注温度,增强其流动性,有助于改善充型效果。同时,改进铸型材料,采用高透气性、高强度的型砂,可以有效减少气体滞留和型壁变形。
此外,论文还强调了工艺参数控制的重要性。例如,合理控制浇注速度和压力,避免金属液因流速过快而产生飞溅或冷隔现象。同时,加强铸造过程中的监控,利用先进的检测手段,如X射线探伤、超声波检测等,及时发现并处理欠铸缺陷。
在实际应用中,论文通过案例分析展示了不同对策的实际效果。例如,在某汽车发动机缸盖的生产过程中,通过对浇注系统进行优化,并采用新型型砂材料,成功减少了欠铸现象的发生,提高了产品质量和生产效率。这些实践经验为其他铸造企业提供了宝贵的参考。
综上所述,《浅谈铸造缸盖工艺及欠铸对策》是一篇理论与实践相结合的优秀论文,内容详实、分析深入,对铸造行业尤其是缸盖制造领域具有重要的指导意义。通过本文的研究,不仅可以提升铸造工艺水平,还能为企业节约成本、提高效益提供有力支持。
-
封面预览
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。