-
资源简介
《箱体压铸件气缩孔缺陷成因及措施》是一篇关于压铸工艺中常见缺陷问题的研究论文。该论文主要探讨了在箱体类压铸件生产过程中,由于气体和金属液凝固收缩而形成的气缩孔缺陷的成因,并提出了相应的解决措施。
压铸是一种将熔融金属在高压下注入模具型腔的制造工艺,广泛应用于汽车、电子、航空航天等领域。然而,在实际生产中,由于多种因素的影响,压铸件常常出现各种缺陷,其中气缩孔是较为常见的一种。气缩孔不仅影响产品的外观质量,还可能降低其力学性能,甚至导致产品失效。
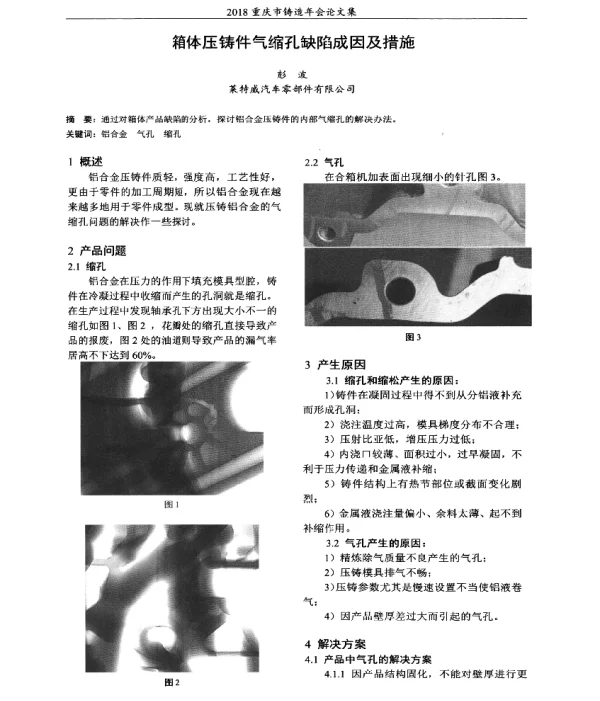
本文首先分析了气缩孔缺陷的形成机理。气缩孔通常由两种因素共同作用引起:一是气体在金属液中的溶解度变化,二是金属液在凝固过程中的体积收缩。当金属液被注入模具后,随着温度的下降,金属液逐渐凝固,此时如果内部气体无法及时排出,就会在金属内部形成空洞,即气缩孔。此外,金属液在凝固过程中发生体积收缩,也会导致局部区域形成空洞。
其次,论文详细讨论了气缩孔缺陷的主要成因。首先是压铸工艺参数设置不当,例如浇注温度过高或过低、压力不足、充型速度不合理等,都会影响金属液的流动状态和气体的排出效果。其次是模具设计不合理,如排气系统不完善、浇口位置选择不当等,会导致气体难以顺利排出,从而形成气缩孔。另外,金属材料的成分和性质也会影响气缩孔的产生,例如合金元素含量不同,可能导致金属液的流动性、凝固特性发生变化。
论文还对气缩孔缺陷的检测方法进行了介绍。常用的检测手段包括X射线探伤、超声波检测以及金相分析等。这些方法能够有效地识别气缩孔的位置、大小和分布情况,为后续的工艺改进提供依据。
针对气缩孔缺陷,论文提出了多项有效的控制措施。首先,优化压铸工艺参数,合理调整浇注温度、压力和充型速度,以改善金属液的流动状态和气体的排出效率。其次,改进模具设计,增加合理的排气结构,确保气体能够顺利排出,减少气缩孔的形成机会。此外,还可以通过调整合金成分,提高金属液的流动性,减少凝固收缩带来的影响。
同时,论文强调了生产过程中的质量控制和管理的重要性。在实际生产中,应建立完善的质量监控体系,对每个环节进行严格把关,确保压铸件的质量符合要求。此外,还需要加强技术人员的培训,提升其对气缩孔缺陷的识别和处理能力。
总之,《箱体压铸件气缩孔缺陷成因及措施》这篇论文对于压铸行业具有重要的参考价值。通过对气缩孔缺陷的深入研究,不仅有助于提高压铸件的质量和可靠性,也为相关企业的工艺改进提供了理论支持和技术指导。
-
封面预览
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。