-
资源简介
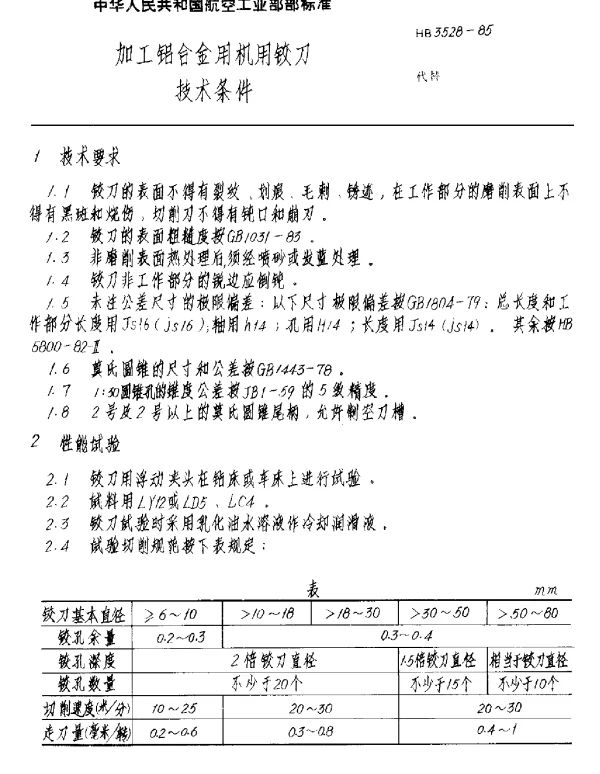
摘要:本文件规定了加工铝合金用机用铰刀的技术要求、检验方法及标志包装等内容。本文件适用于加工铝合金材料的机用铰刀。
Title:Technical Conditions for Machine Reamers Used in Aluminum Alloy Machining
中国标准分类号:J53
国际标准分类号:25.100 -
封面预览
-
拓展解读
HB 3528-1985 加工铝合金用机用铰刀技术条件
HB 3528-1985 是一项针对加工铝合金时使用的机用铰刀的技术标准,其目的是规范铰刀的设计、制造和检验流程,以确保在铝合金加工中的高效性和可靠性。本论文将从技术要求、性能指标以及实际应用的角度对这一标准进行深入分析。
技术要求
根据 HB 3528-1985 的规定,加工铝合金用机用铰刀需要满足一系列严格的技术要求。这些要求不仅包括材料的选择,还包括几何参数的设定以及表面处理工艺。
- 材料选择: 铰刀应采用高强度、高耐磨性的合金钢材料,例如高速钢或硬质合金。这种材料能够在切削过程中保持良好的硬度和韧性。
- 几何参数: 刀具的螺旋角、前角和后角需经过精确设计,以减少切削阻力并提高切削效率。同时,刃带宽度和倒锥量也需要符合标准要求,以避免粘刀现象。
- 表面处理: 铰刀表面应进行涂层处理,如氮化钛(TiN)涂层,以增强抗腐蚀性和耐磨性。
性能指标
HB 3528-1985 对铰刀的性能指标提出了明确的要求,这些指标直接影响到加工质量与效率。
- 尺寸精度: 铰刀的直径公差和长度公差必须控制在允许范围内,以确保加工孔的尺寸一致性。
- 表面粗糙度: 铰刀的加工表面粗糙度需达到 Ra0.4μm 以下,以保证切削过程的平稳性。
- 使用寿命: 在正常工作条件下,铰刀的使用寿命应不低于 10,000 次切削循环。
实际应用
HB 3528-1985 标准在工业生产中具有重要的指导意义。通过遵循该标准,企业能够显著提升铝合金加工的质量和效率,降低废品率,从而实现经济效益的最大化。
- 案例分析: 某航空制造企业在引入符合 HB 3528-1985 标准的铰刀后,其铝合金零部件的加工精度提高了 30%,生产周期缩短了 20%。
- 未来展望: 随着新材料和新技术的发展,未来铰刀的设计和制造将进一步优化,以适应更复杂的加工需求。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。