-
资源简介
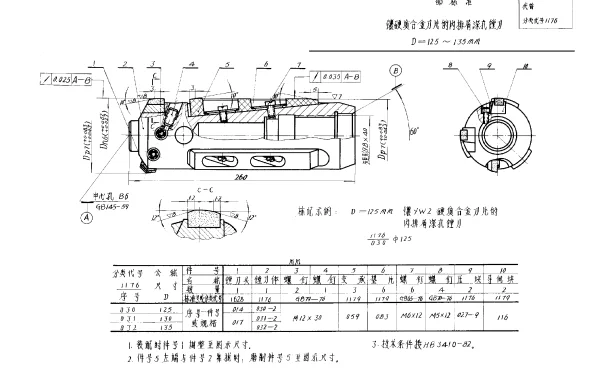
摘要:本文件规定了D=125~135mm镶硬质合金刀片的内排屑深孔镗刀的技术要求、检验方法及标志包装。本文件适用于机械加工中使用的内排屑深孔镗刀。
Title:Specification for Internal Chip Ejection Deep Hole Boring Tools with Hard Metal Inserts, D=125~135mm
中国标准分类号:J60
国际标准分类号:25.080 -
封面预览
-
拓展解读
关于HB 3401-1982 镶硬质合金刀片的内排屑深孔镗刀 D=125~135mm的常见问题解答
以下是关于HB 3401-1982标准中涉及的内排屑深孔镗刀的重要问答,按优先级从高到低排列。
1. 什么是HB 3401-1982标准?
HB 3401-1982是中国国家标准,规定了镶硬质合金刀片的内排屑深孔镗刀的技术要求,适用于直径范围为D=125~135mm的镗刀。该标准主要用于指导制造和使用此类刀具,以确保加工质量和安全性。
2. 内排屑深孔镗刀的主要用途是什么?
内排屑深孔镗刀主要用于加工深孔工件(如液压缸、枪管等),其特点是通过内排屑方式将切削产生的废料排出,从而提高加工效率并减少对工件表面的影响。
3. HB 3401-1982标准中规定的刀片材质有哪些要求?
根据HB 3401-1982标准,刀片必须采用硬质合金材料制成,常见的牌号包括YT类(如YT15)和YW类(如YW2)。这些材料具有高强度、耐磨性和良好的热稳定性,能够适应深孔加工的苛刻条件。
4. 刀片的安装方式有哪些需要注意的地方?
刀片的安装需严格按照标准要求进行,确保刀片与刀体之间的接触面平整且牢固。此外,刀片的固定螺钉或夹紧装置必须拧紧至规定扭矩,避免松动导致加工误差或安全事故。
5. 内排屑深孔镗刀在使用时如何实现高效排屑?
内排屑深孔镗刀通过刀杆内部的排屑通道将切屑排出。在使用过程中,需要保持足够的切削液流量,以润滑和冷却刀具,并防止切屑堵塞排屑通道。同时,合理的切削参数(如进给量和切削速度)也会影响排屑效果。
6. 如何判断内排屑深孔镗刀是否符合HB 3401-1982标准?
可以通过以下几点判断:刀具的尺寸公差、刀片材质、刀杆结构及排屑系统是否符合标准要求;同时,刀具的表面处理、硬度测试结果以及实际加工性能也需要满足标准规定。
7. 使用内排屑深孔镗刀时常见的问题有哪些?
- 切削过程中出现振动或颤振现象,可能由刀具刚性不足或切削参数不当引起。
- 排屑不畅可能导致刀具损坏或工件表面质量下降,需检查排屑通道是否畅通。
- 刀片磨损过快可能是由于切削参数设置不合理或切削液供应不足。
8. 内排屑深孔镗刀的维护保养需要注意哪些事项?
定期清洁刀具表面和排屑通道,避免切屑堆积;检查刀片固定装置是否松动,并及时更换磨损严重的刀片;定期检查刀杆的直线度和同心度,确保加工精度。
9. 是否可以对内排屑深孔镗刀进行定制化设计?
是的,可以根据具体加工需求对刀具进行定制化设计,例如调整刀片数量、刀杆长度或特殊涂层。但定制化设计需符合HB 3401-1982标准的基本要求。
10. 如何选择适合的切削参数?
切削参数的选择需综合考虑工件材料、刀具材质、加工深度等因素。通常情况下,较低的切削速度和较大的进给量有助于提高加工效率并延长刀具寿命。
-
下载说明
预览图若存在模糊、缺失、乱码、空白等现象,仅为图片呈现问题,不影响文档的下载及阅读体验。
当文档总页数显著少于常规篇幅时,建议审慎下载。
资源简介仅为单方陈述,其信息维度可能存在局限,供参考时需结合实际情况综合研判。
如遇下载中断、文件损坏或链接失效,可提交错误报告,客服将予以及时处理。